


Автор: А.Р. Потапов (АО «НИИК»)
Опубликовано на портале «Химическая техника», ноябрь 2022
Технологии приллирования и грануляции являются неотъемлемой частью технологического процесса производства минеральных удобрений, во многом определяющими удовлетворённость конечного потребителя. Данная статья содержит две части. В первой части приводится сравнительная оценка двух конструкций башен приллирования – прямоугольной и цилиндрической (подразумевается форма поперечного сечения стволов башен). Во второй части рассказано о работе АО «НИИК» в условиях импортозамещения и о разработке нашей компанией установки грануляции в кипящем слое по собственной технологии.
Башни приллирования
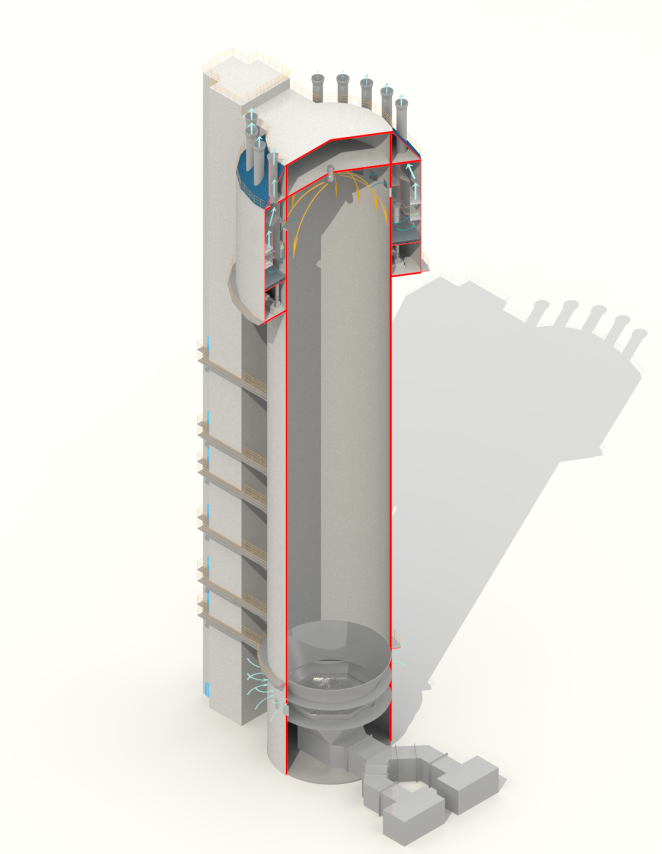
Всем хорошо известна конструкция башни приллирования АО «НИИК» (рис. 1). Современные башни АО «НИИК» обеспечивают выпуск продукта, соответствующего высшему сорту, при этом удовлетворяя экологическим требованиям предприятий отрасли. В рамках организуемых АО «НИИК» конференций «АЗОТ» разных лет об этом было рассказано не раз.
Не так давно специалистам АО «НИИК» стало известно, что не всем представителям предприятий известно о преимуществах цилиндрической конструкции башни приллирования. Эту информацию в АО «НИИК» восприняли с удивлением. Казалось бы, десятилетиями эксплуатируются различные башни приллирования (низкие и высокие, с прямоугольным и круглым сечением, с охладителем продукта и без него, с очистным устройством и без системы очистки), а, значит, должны быть известны сильные и слабые стороны всех конструкций башен приллирования. Однако некоторый пробел в информированности представителей некоторых производств по-прежнему существует. Постараемся его восполнить.
Сравнение башен приллирования с прямоугольными и цилиндрическими стволами начнём с небольшой исторической справки.
Башня приллирования со стволом прямоугольного сечения была впервые спроектирована в 1972 г. для агрегата получения аммиачной селитры АС-72. Специально для данной конструкции в ней были установлены более двадцати перспективных (как тогда считалось) грануляторов горизонтального истечения плава производительностью по 3 т/ч каждый. Прямоугольная конструкция предполагала возможность большего охвата сечения башни горизонтальными факелами грануляторов. «Перспективные» грануляторы так и не были успешно освоены. Тем не менее, прямоугольная башня была запущена в работу, но уже с несколькими установленными в ряды грануляторами вертикального истечения, похожими на приллеры современной конструкции. С момента проектирования данная конструкция башни не претерпела видимых изменений.
Башни приллирования со стволами цилиндрической формы, напротив, прошли большой эволюционный путь: от низковысотных башен со скребковым механизмом и без системы пылеочистки до современных башен со встроенным охладителем в кипящем слое и эффективной системой очистки воздуха.
Приведем технологические и эксплуатационные отличия башен приллирования прямоугольной и цилиндрической конструкции.
Первое отличие касается соответствия башен обеих конструкций современному грануляционному оборудованию.
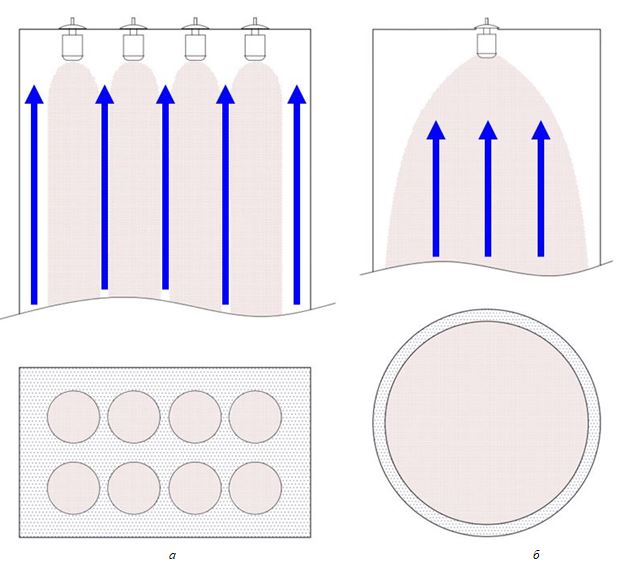
Развитие технологий производства грануляционного оборудования привело к тому, что всего один современный приллер способен распределить весь плав, приходящий на башню. Дальше возникает вопрос: как факел плава будет вписан в ствол той или иной башни? Очевидно, что в прямоугольный ствол факел не получится вписать без образования свободных пространств по углам (рис. 2, а). При работе башни такое пространство станет байпасной зоной ̶ каналом для воздуха. Таким образом, башни прямоугольной конструкции не соответствуют современным приллерам.
Напротив, в башню цилиндрической конструкции факел приллера вписывается идеально (рис. 2, б).
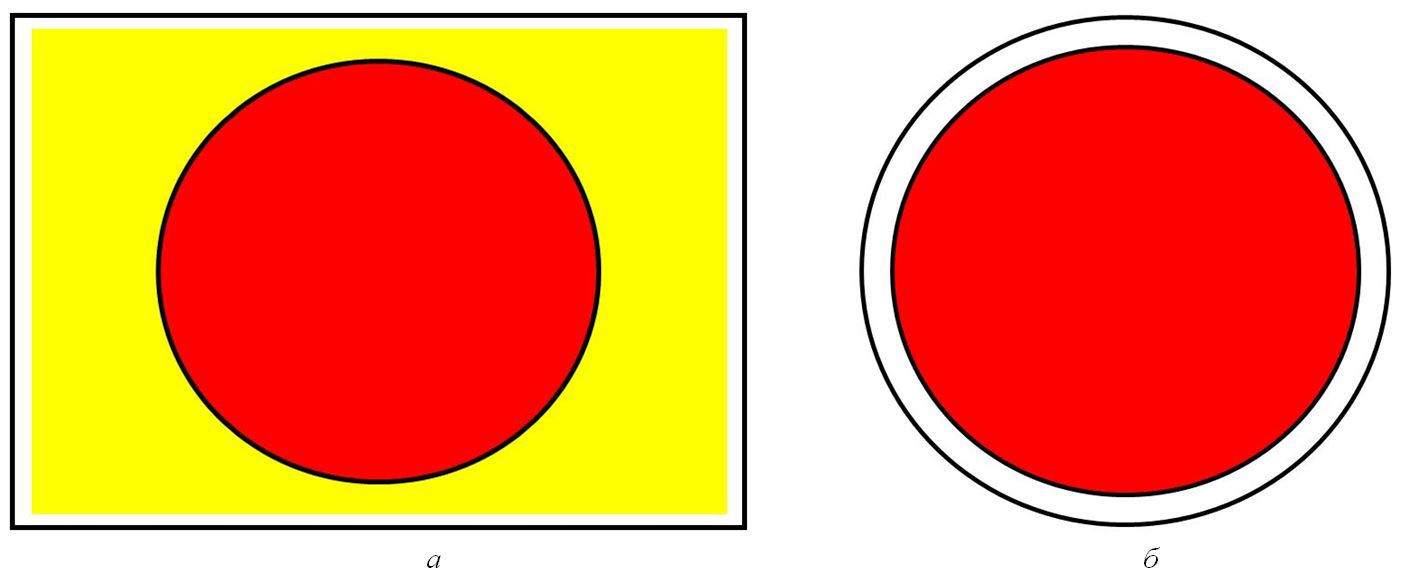
а ̶ прямоугольной; б ̶ цилиндрической
Второе отличие заключается в простоте узла диспегрирования.
Невозможно добиться орошения всего поперечного сечения прямоугольной башни с помощью одного приллера. Для повышения равномерности орошения пришлось увеличивать число приллеров. Добиться идеального режима орошения поперечного сечения ствола башни не получилось, вместе с тем узел диспергирования прямоугольной башни (рис. 3, а) стал более сложным, дорогим и требовательным в обслуживании.
Узел диспергирования цилиндрической башни (рис. 3, б), напротив, более простой в плане технологической обвязки, а также в эксплуатационном отношении, более дешёвый (как на стадии строительно-монтажных работ, так и при дальнейшем обновлении оборудования). Очевидно, что гораздо легче купить и обслуживать один приллер, чем восемь.
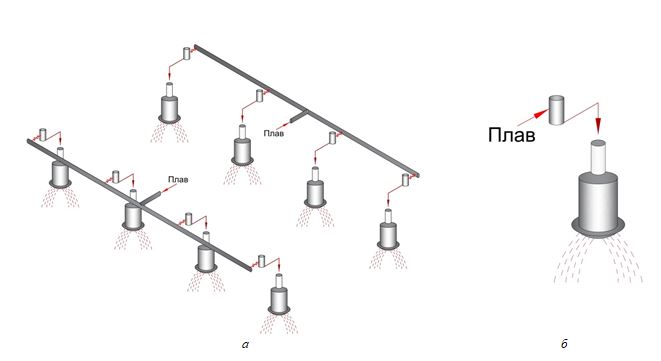
а ̶ прямоугольной башни; б ̶ цилиндрической башни
Третье отличие – в возможности обеспечения качества продукта.
Увеличение числа приллеров в прямоугольной башне не прошло бесследно. Расположение приллеров на относительно небольшом расстоянии друг от друга провоцирует пересечение струй плава от соседних приллеров (рис. 4, а). Происходит слияние капель, оболочки которых ещё не успели сформироваться, в результате чего появляются как крупные приллы, так и мелкие приллы-сателлиты. Всё это негативно сказывается на показателе монодисперсности продукта. В цилиндрической башне траектории струй плава не пересекаются (рис. 4, б), что оказывает положительное влияние на качество продукта.
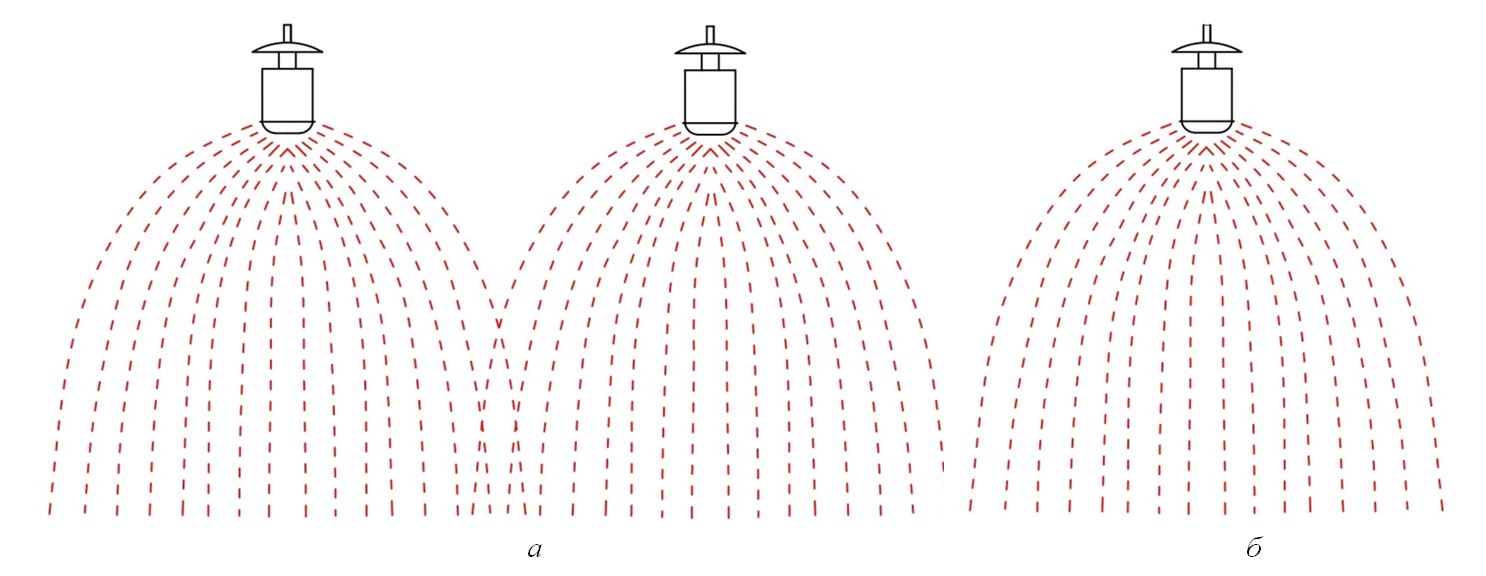
а ̶ в прямоугольной башне приллирования; б ̶ в цилиндрической башне приллирования
Рассмотрим внешний вид продукта. На рис. 5, а приведено изображение продукта, отобранного с транспортёрной ленты прямоугольной башни, на рис. 5, б ̶ отобранного «с лёта» в нижней части современной цилиндрической башни. Очевидно, что предпочтителен продукт, полученный в цилиндрической башне.
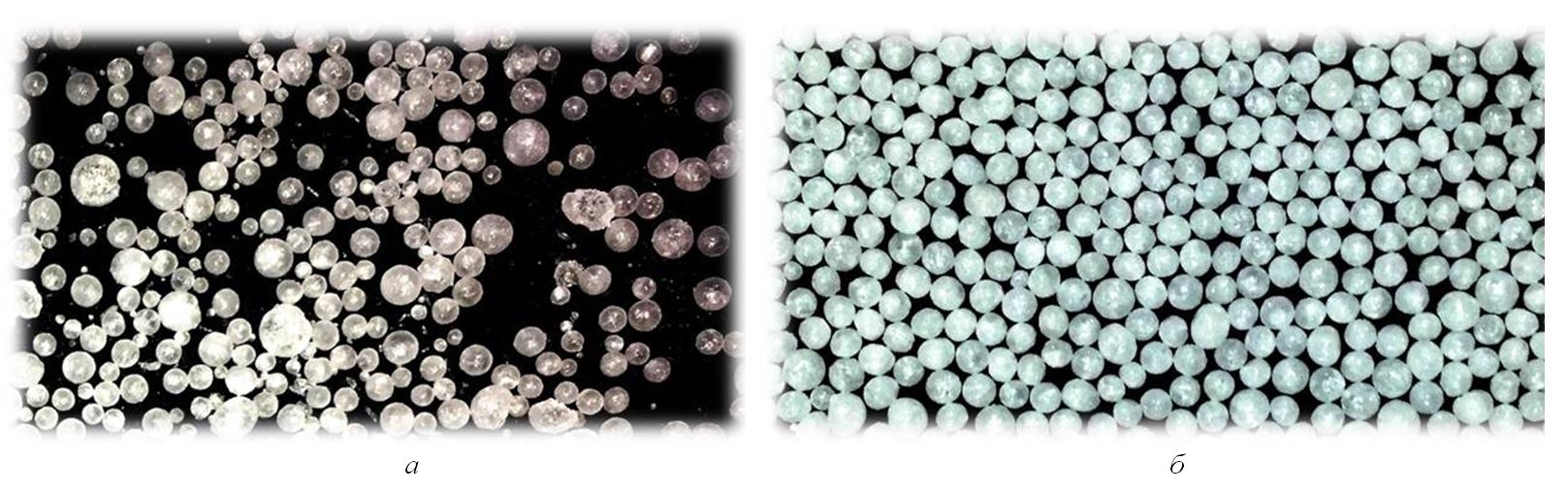
полученный в прямоугольной (а) и цилиндрической (б) башне)
Преимущество продукта, получаемого в цилиндрических башнях, подтверждается и анализом гранулометрического состава. В табл. 1, 2, приведены усреднённые данные, которые получены с производства. Как видно, продукт из цилиндрической башни соответствует требованиям ГОСТа для карбамида высшего сорта марки Б.
Таблица 1
Некоторые показатели качества готового продукта, полученного в прямоугольной башне

Таблица 2
Некоторые показатели качества готового продукта, полученного в цилиндрической башне

Четвёртое отличие заключается в эффективности использования охлаждающего воздуха.
В башнях приллирования прямоугольной конструкции имеет место явление байпасирования воздуха через ствол – прохождение части воздуха в зонах между факелами приллеров, а также в зоне между факелами и стволом башни (рис. 6, а). Это явление возникает из-за невозможности обеспечить полное перекрытие поперечного сечения ствола башни факелом приллера.
Иначе говоря, в прямоугольной башне восходящий воздух может подниматься и по углам башни, и между факелами, вследствие чего его часть как бы «проскакивает» через ствол, не участвуя в теплообмене с продуктом.
Явление байпасирования негативно сказывается на энергоэффективности башни, поскольку приходится затрачивать энергию на перемещение воздуха, который не вносит свой вклад в охлаждение продукта.
Этого недостатка лишены цилиндрические башни приллирования. Благодаря более полному перекрытию сечения башни факелом расплава обеспечиваются более равномерное распределение охлаждающего воздуха по сечению башни и стабильная аэродинамика (рис. 6, б), благодаря чему охлаждающий воздух используется более эффективно.
Пятое отличие касается систем пылеочистки.
Здесь достаточно будет отметить, что в настоящее время в башнях прямоугольной конструкции не существует эффективной и стабильно работающей системы очистки запылённого воздуха. На рис. 7 можно видеть, как выглядит внутри очистное устройство, которое было выведено из эксплуатации (при этом башня продолжает работать).

В то же время системы очистки на цилиндрических башнях работают стабильно и эффективно! При этом им не требуются ни вытяжные вентиляторы, ни фильтровальные полотна.
Для башни приллирования карбамида выброс пыли составит не более 30 мг/нм3, а аммиака – не более 50 мг/нм3.
Шестое отличие касается эксплуатации башен.
Неравномерное распределение воздушных масс и нестабильная аэродинамика, характерные для прямоугольных башен, не только оказывают негативное влияние на процесс охлаждения продукта, но и способствуют образованию отложений плава на внутренних поверхностях башни (рис. 8). Это обстоятельство требует повышенного внимания со стороны эксплуатирующего персонала.

В цилиндрической башне благодаря стабильной аэродинамике налипание практически отсутствует (рис. 9), что существенно облегчает эксплуатацию. Очистка башни требуется всего 1 раз в год и выполняется без ущерба для производства в период остановки цеха на капитальный ремонт.

Дополнительно рассмотрим эффект от реализованного на практике введения воздуха из выносного аппарата «КС» в ствол башни приллирования прямоугольной конструкции. Входящий в ствол башни поток нагретого воздуха, обладающий высокой скоростью, увеличивает градиент скорости и температуры воздуха в поперечном сечении башни (рис. 10). Увеличение градиента температуры оказывает негативное влияние на равномерность охлаждения продукта в стволе башни, а увеличение градиента скорости дестабилизирует и без того непростую аэродинамику в прямоугольном стволе. В результате образуются отложения продукта на внутренней поверхности ствола башни – на стороне, противоположной месту ввода воздуха из выносного аппарата «КС» (отложения формируются из-за отклонения неокрепших прилл мощным потоком воздуха из выносного «КС», происходит столкновение прилл со стеной башни, разрушение оболочки с последующим вытеканием и кристаллизацией плава на стене).
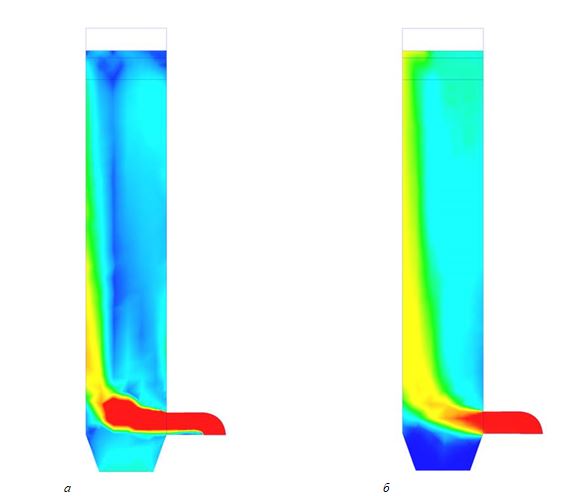
Напротив, современная цилиндрическая башня АО «НИИК» спроектирована с учетом аэродинамики – значительное внимание уделено повышению равномерности скоростей движения во всех сечениях тракта. Атмосферный воздух подаётся в башню вентилятором, но для равномерного его распределения по сечению ствола башни установлен аппарат «КС» с двумя последовательно установленными перфорированными решётками. Дополнительный воздух из атмосферы также равномерно распределяется по сечению ствола башни благодаря большому числу окон, расположенных равномерно по окружности ствола башни.
Дойдя до верха ствола, поток воздуха через окна, равномерно расположенные по всему периметру ствола, поступает в очистное устройство, размещённое с внешней стороны ствола башни.
Очистное устройство состоит из множества инжекционных элементов, которые выполняют функции не только промывателей воздуха через фильтр из летящих капель жидкости, но и являются побудителями расхода воздуха, что позволяет отказаться от установки вытяжных вентиляторов на верху башни. Работа каждого инжекционного элемента контролируется по создаваемому им перепаду давления.
В сепарационной камере очистного устройства происходит сначала инерционная сепарация капель раствора путём изменения направления движения потока воздуха, а затем улавливание капель раствора двумя слоями сетчатых фильтров (демистеров), орошаемых чистым конденсатом (или очищенной сточной водой). Из сепарационной камеры, где происходит выравнивание скоростей по сечению камеры и их снижение, отведение очищенного воздуха в атмосферу производится без использования вентиляторов через большое число выхлопных труб. Такое решение позволяет снизить скорость движения отходящего воздуха с 10…20 м/с (в случае использования вытяжных вентиляторов) до нескольких метров в секунду. Это позволяет предотвратить унос оставшихся пылевых частиц и капель раствора и существенно повышает эффективность работы очистного устройства.
Подводя итог, можно выделить следующие основные преимущества технологии приллирования АО «НИИК»:
- широкий диапазон производительности при высоких мощностях;
- технологичность: простота и надежность эксплуатации с возможностью остановки башни приллирования для проведения работ по обслуживанию 1 раз в год;
- ресурсосбережение: не требуются постоянное потребление пара, хладагентов низкой температуры, минимальные затраты электроэнергии на технологические нужды;
- экономичность: технологичность и ресурсосбережение обусловливают минимальные затраты на эксплуатацию, ремонт и обслуживание;
- экологичность: минимальные выбросы вредных веществ в атмосферу;
- качество продукта: устойчивость к механическим воздействиям при транспортировке и хранении; 100%-ная рассыпчатость, монодисперсность, сферическая форма гранул, гранулометрический состав в соответствии с заданием заказчика.
Итак, если подходить к вопросу выбора конструкции башни профессионально и объективно, то выбор будет очевиден. В современных условиях – если башня приллирования, то только цилиндрическая!
Отдельно отметим, что современные башни приллирования АО «НИИК» могут успешно эксплуатироваться не только в производствах карбамида, но и аммиачной селитры.
По проектам АО «НИИК» было построено 17 башен приллирования, реконструкция произведена на пяти башнях. Ещё две башни приллирования в настоящее время находятся в стадии строительства. Башни АО «НИИК» успешно эксплуатируются в России, Беларуси, Украине, Узбекистане, Алжире, Литве. Географическое расположение башен приллирования показано на рис. 11.

Опыт АО «НИИК» подтвержден не только большим числом построенных и реконструированных башен приллирования, но и уникален благодаря непрерывно пополняемому эксплуатационному опыту, собираемому во время проведения технологических обследований и диалогу с производствами.
Благодаря этому АО «НИИК» может предложить наилучшие технические решения для любых требований заказчика и сопровождать проект вплоть до запуска в эксплуатацию.
Работа АО «НИИК» в условиях импортозамещения
Установка грануляции в кипящем слое по технологии АО «НИИК»
Отдельно хотелось бы осветить работу АО «НИИК» в условиях санкционного давления на Россию. Компания чувствует ответственность за отечественную отрасль минеральных удобрений и прилагает все усилия по уменьшению ущерба от санкций.
Так, компании известно, что в настоящее время существует проблема с поставкой в Россию магнитострикционных вибраторов производства США для современных приллеров. Некоторые предприятия уже столкнулись с этой проблемой. Разумеется, можно решать вопрос методом параллельного импорта или переходить на устаревшие пневматические вибраторы, жертвуя при этом качеством продукта. АО «НИИК» сконцентрировал свои усилия на разработке альтернативных устройств для наложения вибраций на плав. Заявлять о крупном успехе пока рано, но определённый оптимизм уже есть!
Особое внимание хотелось бы обратить на установки грануляции в кипящем слое. Данный способ получения товарной формы продукта хорошо известен на российских предприятиях, которые эксплуатируют установки грануляции зарубежных лицензиаров.
Но времена меняются. В настоящее время совершенно очевидно, что в условиях санкционного давления и запрета на поставки зарубежного оборудования уже нельзя как прежде полагаться на компании из недружественных стран. Необходимо самостоятельно освоить технологию получения гранулированных удобрений.
С этой целью в АО «НИИК» начали работу по созданию собственной установки грануляции в кипящем слое большой производительности. Цель не сводится к слепому копированию существующих установок. Для нас как для научно-исследовательского института важно сделать шаг в развитии данной технологии. По очевидным причинам в настоящей статье не будут раскрыты все наши идеи. Можем лишь сообщить, что работа ведётся в направлении уменьшения величины рецикла и снижения выброса пыли. Через некоторое время мы рассчитываем выйти на рынок установок грануляции и предложить промышленную установку грануляции в кипящем слое по технологии АО «НИИК».
Встречая свой 70-летний юбилей, АО «НИИК» уверенно смотрит в будущее, держит руку на пульсе событий и оперативно реагирует на возникающие вызовы. Компания, как обычно, открыта к диалогу и надеется, что решение актуальных задач принесёт пользу нашей отрасли, сделав её ещё более сильной и независимой.






