


Авторы: Каграманов Ю. А., Иевлев Д. Г. (ООО «ПЛМ Урал»);
Опубликовано на портале «Химическая техника», май 2026
В статье приведены результаты численного моделирования и оптимизации процесса выдувного формования полимерного изделия из цилиндрического паризона диаметром 50 мм. Расчеты выполнены в программном комплексе с использованием метода конечных элементов и техники адаптивного перестроения лагранжевой сетки. Процесс включает две стадии: обжим заготовки, наддув сжатым воздухом. Материал моделируется как неньютоновская жидкость с постоянной вязкостью, процесс.
Целью исследования являлось достижение заданной толщины стенки при ограничении по массе. Оптимизация производилась путем решения обратной задачи: поиск профиляпаризона по требуемой толщине конечного изделия. В результате толщина стенки снижена до целевого значения при стабилизации массы на допустимом уровне. Результаты анализировались методом многофакторного анализа посредством комплексной функции качества с ранжированием вариантов технологического процесса.
Введение
Формование под раздувом (blow molding) представляет собой один из ключевых технологических процессов в производстве полых полимерных и стеклянных изделий — от потребительской упаковки до технических емкостей сложной геометрии. Сущность процесса заключается в раздуве паризона сжатым воздухом до полного прилегания к стенкам формующей оснастки. Качество конечного изделия в значительной степени определяется распределением толщины его стенок, которое, в свою очередь, является прямым следствием геометрии паризона и параметров технологического процесса.
Традиционный подход к проектированию паризона и формующей оснастки долгое время базировался на эмпирических знаниях технологов и экспериментальной методологии доводки технологического процесса. Такой подход неизбежно сопряжен с проведением многочисленных натурных испытаний, что влечет за собой перерасход материала и удлинение цикла подготовки производства. С развитием вычислительной гидродинамики и методов их численного решения появилась возможность заменить значительную часть натурных испытаний численным моделированием, позволяющим с высокой точностью прогнозировать распределение толщин стенок изделия еще на этапе виртуального прототипирования.
Задачи формования под давлением сопряжены с моделированием гидродинамики неньютоновских жидкостей и определением свободной поверхности. Для счета используется МКЭ в сочетании с техникой адаптивного перестроения сетки, позволяет эффективно моделировать процессы вытяжки, экструзии, термоформования и выдувного формования с учетом температурной зависимости вязкости и вязкоупругих свойств материала. Ключевые работы, посвященные решению аналогичной задачи [1 – 12].
Постановка задачи, граничные условия, свойства материалов
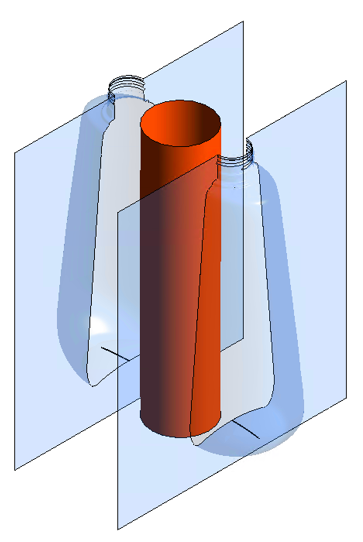
Рассматривается процесс формования под раздувом цилиндрического паризона (рис. 1), описания режимов работы представлены в табл. 1.
Таблица 1
Режимная карта
| № | Время, с | Операция |
| 1 | 0 | Начало обжима |
| 2 | 0,1 | Прекращение обжима, начало подачи сжатого воздуха |
| 3 | 0,3 | Прекращение подачи сжатого воздуха |
Физические свойства материала: плотность полимера 900 кг/м³, динамическая вязкость 10 кПа·с.
Целью являлось достижение толщины стенок менее 2 мм с минимизацией массы готового изделия. Для достижения цели последовательно решаются два типа задач:
- прямая задача, расчет распределения толщины стенок изделия на основе заданной геометрии паризона;
- обратная задача, вычисление оптимального начального профиля толщины паризона по требуемому распределению толщины конечного продукта.
Полученные данные подлежат многофакторному анализу для выявления оптимальных технологических параметров.
Математическая модель и методика расчета
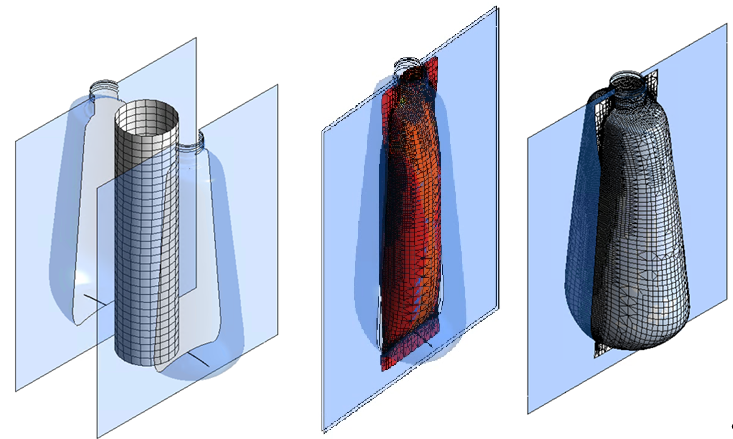
Уравнения движения решаются совместно с выбранной реологической моделью состояния, описывающей зависимость напряжений от скорости деформации с учетом заданной вязкости и плотности. При моделировании теплообмена уравнение энергии интегрируется в общую систему МКЭ, позволяя учесть адиабатические условия процесса или диссипативный разогрев вязкой среды. Для поддержания качества решения в условиях экстремальных деформаций геометрии применяется техника адаптивного перестроения конечно-элементной сетки, что обеспечивает устойчивость и точность прогнозирования распределения толщины стенок на всех этапах раздува. Размер исходной расчетной сетки 65 тыс. расчетных элементов, размер конечной достигал до 500 тыс. расчетных элементов (рис. 2).
Расчет обратной задачи реализуется путем геометрического анализа положения границ заготовки: пользователь задает начальную и конечную границы, решатель вычисляет расстояние между ними в каждой точке, определяя тем самым локальную толщину. Блок схема методики расчета представлена на рис. 3.

Для обработки результатов оптимизационного расчета использовался метод многофакторного анализа, описанный в источниках [13, 14]. Параметр А представляет собой долю площади изделия с толщиной стенки менее двух миллиметров и рассматривается как приоритетный показатель. Масса изделия m выступает в роли второстепенного сдерживающего фактора. В рамках принятой методики параметру А присваивается больший весовой коэффициент по сравнению с массой. Для обеспечения корректного сравнения величины А и m подвергаются нормированию путем приведения к безразмерной шкале. Наилучшему значению присваивается максимальная оценка, наихудшему — минимальная. Обобщающая функция качества формируется как взвешенное произведение нормированных значений.
f(A) = макс{[m-1]i,a•[A-1]i,a } (1)
Результаты
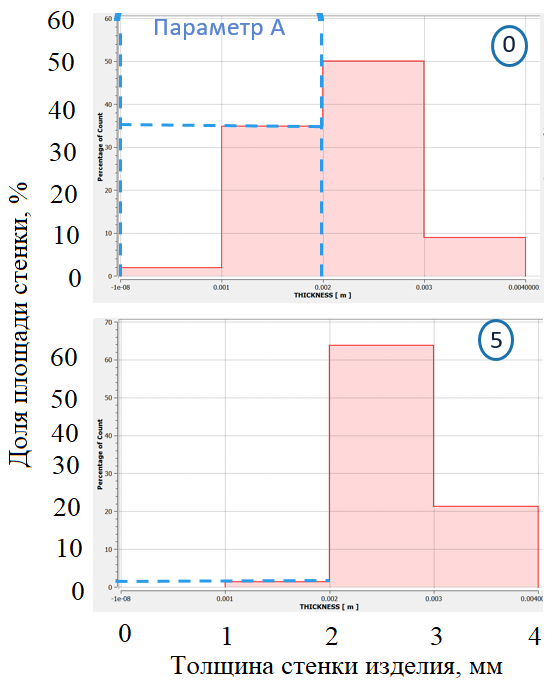
В ходе оптимизационного расчета было выполнено несколько итераций, результаты основных сведены в табл. 2. Исходное состояние, обозначенное индексом ноль, характеризуется массой изделия 96,8 г и приоритетным показателем А на уровне 35 %. Уже после первых итераций зафиксировано существенное снижение доли тонкостенных участков до 7 %, сопровождавшееся закономерным увеличением массы до 129,9 г. Дальнейшие итерации позволили стабилизировать процесс: в основных итерациях со второго до пятой параметр А последовательно уменьшался до 1,9 % при незначительных колебаниях массы в диапазоне от 133,4 до 134,9 г (рис. 4). Полученные данные демонстрируют явное перераспределение материала, при котором минимальные значения браковочного параметра А достигаются при стабилизации массы на уровне приблизительно 134 граммов.
Таблица 2
Сводная таблица результатов расчета
| № | Масса, г | А, % |
| 0 | 96,8 | 35 |
| 1 | 129,932 | 7 |
| 2 | 134,507 | 3 |
| 3 | 133,434 | 2 |
| 4 | 134,881 | 3 |
| 5 | 133,933 | 1,9 |
Сопоставление исходных и результирующих геометрических параметров для каждой итерации приведено на рис. 5. В верхней части графического блока для шести рассмотренных вариантов представлены контурные графики распределения толщины готового изделия после раздува, позволяющие оценить локализацию зон утонения. Непосредственно под ними размещены контурные графики распределения толщины паризона, полученные на этапе решения обратной задачи. Вертикальное выравнивание иллюстраций демонстрирует итерационную трансформацию начального профиля заготовки, направленную на компенсацию выявленных дефектов конечной геометрии и достижение минимальных значений параметра А.

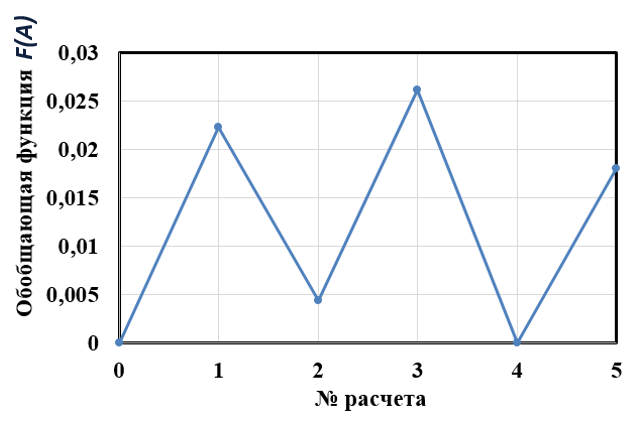
Динамика изменения обобщающей функции качества по итерациям представлена на рис. 6, где по оси X отложен номер итерации, а по оси Y — значение интегрального критерия f(A), определенного формулой (1). Исходное состояние при нулевой итерации демонстрирует минимальное значение функции, отражая неудовлетворительное сочетание массы и доли браковочной площади. Резкий рост критерия наблюдается при переходе к первой итерации, что соответствует достижению величины 0,987, после чего значения функции стабилизируются. Представленная зависимость подтверждает корректность выбранной методики свертки частных критериев, при которой максимальное значение f(A) однозначно идентифицирует оптимальную итерацию с точки зрения баланса приоритетного и сдерживающего факторов.
Заключение
По результатам выполненного численного исследования процесса формования под раздувом цилиндрического паризона в программном комплексе можно сформулировать следующие выводы:
- Установлено, что переход от исходного равностенного паризона к оптимизированному профилю позволил достичь требуемых показателей. При этом масса изделия стабилизировалась на уровне ≈134 г, что на 38% превышает массу исходного варианта, но находиться в пределах заданного ограничения.
- Анализ гистограмм распределения толщины по занимаемой площади (рис. 4) показал, что в ходе оптимизации происходит существенное перераспределение материала: пик распределения смещается в область больших толщин, а «хвост» в зоне тонины (менее 2 мм) практически исчезает. Контурные графики на рис. 5 подтверждают, что зоны утонения локализуются в областях максимальной степени вытяжки и устраняются за счет локального утолщения паризона на соответствующих участках.
- Применение метода многофакторного анализа с построением обобщающей функции качества f(A) = макс{[m⁻¹]ᵢ, a•[A⁻¹]ᵢ} позволило формализовать процедуру выбора оптимального решения.
Разработанная методика может быть рекомендована для практического применения при расчете режимов выдувного формования полимерных изделий ответственного назначения, где предъявляются жесткие требования к равномерности толщины стенок и минимизации массы.
Список условных обозначений
A – форм параметр отражающий долю площади с толщиной менее 2 мм, %
РТП – распределение толщин паризона
РТИ – распределение толщин изделия
i – индекс номера расчетной точки
a – индекс, показывающий свойство расчетной точки (0 – сама точка, 1, 2 – максимальное минимальное значение, 3 – разность максимального и минимального, 4 – отношение разницы текущего и минимального к разнице максимального и минимального)
N – количество итераций.
Список литературы
- Biosca Mecías A. Numerical and experimental study of glass in the blow and blow forming process for the prediction of thickness distributions in glass perfume containers: Doctoral Thesis. – Universitat Ramon Llull, 2020. – 135 p.
- ANSYS Inc. 34.3. 3D Blow Molding of a Bottle – An Example of Using the Polyflow Workspace Analysis in Workbench // ANSYS Help Documentation, Release 2025 R1. – 2025.
- Pepliński K., Bieliński M. Polyflow Software Use To Optimize The Parison Thickness In Blowing Extrusion // Journal of Polish CIMAC. – 2009. – Vol. 4. – P. 99-103.
- Pepliński K., Mozer A. Ansys-Polyflow software use to select the parison diameter and its thickness distribution in blowing extrusion // Energetyczne aspekty mechaniki. – 2010.
- Pepliński K., Kubielski A. Simulation of blowing preform and optimization their thickness distribution for final target shape of container // Inżynieria Materiałowa. – 2012. – Vol. 33, No. 6. – P. 456-459.
- Pepliński K., Mozer A. Comparison of bottle wall thickness distribution obtain in real manufacturing conditions and in Ansys Polyflow simulation environment // Mechanik. – 2012. – Vol. 85, No. 7. – P. 544-550.
- Pepliński K. Assessments of the impact extrusion die gap on the quality in technical blowing product // Inżynieria i Aparatura Chemiczna. – 2013. – Vol. 52, No. 4. – P. 322-323
- Pepliński K. Selected aspects of virtual prototyping the blowing preform process in the Ansys-Polyflow software // Mechanik. – 2013. – Vol. 86, No. 7. – P. 558-565.
- Suraya S., Azman M.D., Fatchurrohman N., Jaafar A.A., Yusoff A. Simulation on the Effect of Bottle Wall Thickness Distribution using Blow Moulding Technique // IOP Conference Series: Materials Science and Engineering. – 2016. – Vol. 114. – P. 012004.
- Yasmeen S.A. Design and Analysis of Parison Blow Molding Using Adaptive Mesh // International Journal for Research in Applied Science and Engineering Technology (IJRASET). – 2021. – Vol. 9, Issue VII. – P. 2281-2288.
- ANSYS Inc. 17.2.17. Temperature Programming // ANSYS Polyflow User’s Guide, Release 2024 R2. – 2024.
- LEAP Australia. Fast ROI using simulation of polymer manufacturing processes with ANSYS Polyflow // LEAP Australia Blog. – URL: https://www.leapaust.com.au/blog/cfd/polyflow-for-extrusion-and-thermoforming/
- Harrington, E. C. The desirability function / E. C. Harrington // Industrial Quality Control. – 1965. – Vol. 21, № 10. – P. 494–498.
- Каграманов, Ю. А. Экспериментальное и численное моделирование механизма и процесса сухой сероочистки угольного синтез-газа в парогазовой установке: дис. канд. техн. наук: 1.3.14 / Каграманов Юрий Александрович. – Екатеринбург, 2024. – 155 с.






