


Авторы: Й. Йоханнинг, Е. Махиня (thyssenkrupp Industrial Solutions AG).
Опубликовано в журнале Химическая техника №5/2016
Интеграция процессов производства аммиака и карбамида в единый комплекс по производству удобрений имеет потенциал для значительного снижения эксплуатационных расходов и инвестиционных затрат. Для этой цели в прошлом было предложено несколько технологических схем, но ни одна из них до сих пор не была реализована. В данной статье представлено альтернативное решение для более тесной интеграции процессов производства аммиака и карбамида.
В новой предложенной технологической схеме удаление диоксида углерода из синтез-газа осуществляют с помощью водного раствора аммиака при давлении генерации синтез-газа. Насыщенный раствор доводят до давления синтеза карбамида и термически регенерируют. Углекислый газ под высоким давлением затем вводят в процесс синтеза карбамида обычным способом.
Стадия регенерации в этом процессе является наиболее энергоемкой. Тем не менее, потребность в теплоте для регенерации раствора может быть удовлетворена путем незначительной модификации системы распределения пара и утилизации отходящей теплоты. Значительную часть этих изменений необходимо проводить в любом случае в связи с исключением компрессора CO2 из технологической схемы.
В зависимости от конкретных параметров процесса небольшие количества аммиака (как правило, порядка нескольких процентов) присутствуют как в очищенном синтез-газе, так и в диоксиде углерода для синтеза карбамида. Дальнейшее уменьшение содержания аммиака возможно, но, на наш взгляд, в этом нет необходимости.
На примере стандартного комплекса по производству удобрений будут показаны возможности снижения потребления энергии, расхода оборотной воды для охлаждения и капитальных затрат .
Введение
После относительно медленного старта карбамид стал одним из наиболее важных товаров на рынке удобрений в течение последних трех десятилетий. Ежегодное мировое потребление карбамида составляет сегодня более 180 млн. т в год со значительным ежегодным темпом роста ~3–4%. По объективным причинам карбамид зарекомендовал себя как абсолютный лидер на рынке азотных удобрений. Около 85–90% всего мирового производства карбамида используется непосредственно в качестве удобрения: в гранулированном виде, в приллированном виде или в виде карбамидно-аммиачной смеси (раствор КАС). Карбамид находит также применение в других важных отраслях, например, в производстве пластмасс (таких, как меламин или карбамидоформальдегидные смолы), в фармацевтических препаратах, в кормовой добавке для животных или (относительно недавно) в качестве источника аммиака в системе снижения выбросов NOx транспортных средств, работающих на дизельных двигателях.
При среднем расходе энергии около 5,4 Гкал/т карбамида мировое производство карбамида непрерывно требует около 140 000 МВт тепловой мощности. Это значительная часть всего энергопотребления человечества, которая оценивается в размере ~4 млрд. дол. США в год в качестве затрат на исходное сырье. Кроме того, сумма инвестиций для постройки крупного аммиачнокарбамидного комплекса в настоящее время оценивается в более чем 1 млрд. дол. США.
В связи с этим много усилий было потрачено и до сих пор прикладывается для того, чтобы снизить как удельное потребление энергии, так и капитальные затраты.
Более тесная интеграция процессов часто является путем, обещающим значительную экономию, и привлекает исследователей как процесса производства аммиака, так и процесса производства карбамида. Тем не менее, в то время как системы распределения пара процессов аммиака и карбамида, а также вспомогательные средства производства очень хорошо интегрированы в современных аммиачно-карбамидных комплексах, сами технологические процессы по-прежнему остаются достаточно независимыми друг от друга.
В данной статье представлена концепция, которая имеет потенциал для достижения значительного сокращения как удельного потребления энергии, так и капитальных вложений и, таким образом, в целом дает возможность улучшить экономику производства карбамида для любой заданной конфигурации производства.
Дополнительным преимуществом концепции является то, что запуск и остановка работы всего комплекса по производству удобрений не усложняется и сохраняется бо′льшая часть эксплуатационной гибкости обычных установок по производству карбамида.
Передовой метод синтеза карбамида
Большие количества монооксида, а также диоксида углерода образуются в производстве аммиака, основанном на углеводородном сырье. Следовательно, размещение установки синтеза карбамида в непосредственной близости от установки синтеза аммиака является наиболее экономичным решением и стало промышленным стандартом.
На рис. 1 представлена принципиальная блок-схема стандартного производства аммиака и карбамида. Углеводородное сырье (УВ), например природный газ, смешивают с паром и подвергают риформингу, получая, таким образом, неочищенный синтез-газ, состоящий из водорода, азота, оксида и диоксида углерода, метана и воды.
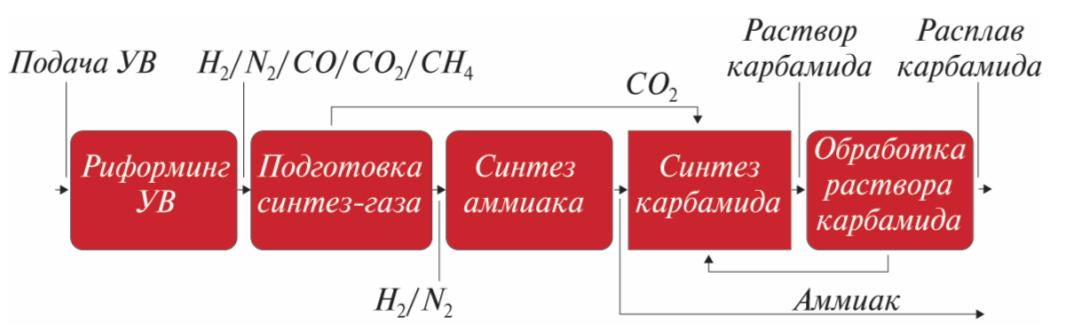
В дальнейшем монооксид углерода преобразуется в диоксид углерода, который затем удаляют из синтез-газа, как правило, с помощью абсорбции селективно действующим растворителем.
После окончательной очистки синтез-газ, в основном состоящий из водорода и азота в нужной пропорции, подается в контур синтеза для преобразования в аммиак.
Часть аммиака направляется непосредственно на синтез карбамида. Соотношение между фракцией аммиака, использованной непосредственно для получения карбамида, и другой фракцией, которая обычно поступает на продажу, зависит от количества диоксида углерода, полученного на установке по производству аммиака на стадии генерации синтез-газа. На новых установках возможна полная переработка произведенного аммиака в мочевину, а также любое соотношение между аммиаком и мочевиной при сравнительно небольших дополнительных капитальных затратах. И, наконец, раствор карбамида, полученный на стадии синтеза, очищают, концентрируют и получают конечный продукт, например, путем гранулирования.
Потенциал для улучшения процессов
Для того, чтобы определить возможные варианты, имеющие потенциал для улучшения экономических показателей химического процесса, как правило, полезно рассмотреть изменения температуры и давления на протяжении всего процесса. Эти изменения температуры и давления связаны с потерями эффективности и значительными затратами на оборудование. Особенно важным в этом отношении является изменение давления в газовой фазе, учитывая ограниченную эффективность и сравнительно высокую стоимость турбомашин в целом.
Таким образом, значительная экономия инвестиций (а часто также и эксплуатационных расходов) обычно может быть реализована, если можно избежать или по крайней мере значительно снизить сильные изменения температуры или давления. Возможность для экономии также присутствует, если повышение давления может быть осуществлено в жидком состоянии.
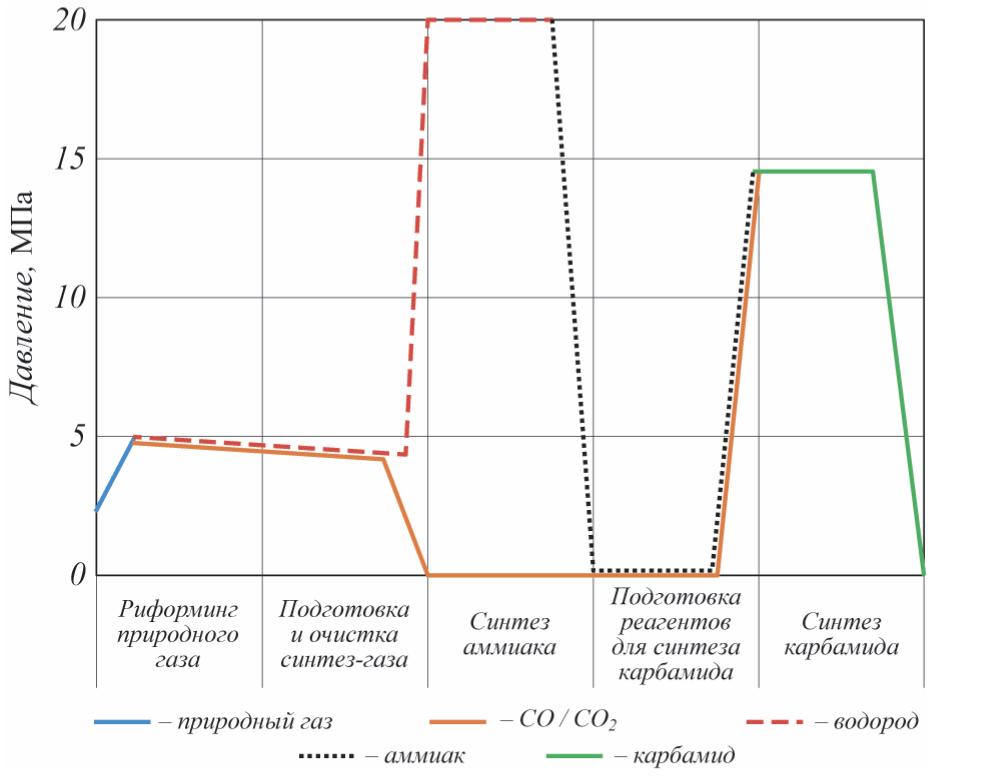
В производстве аммиака и карбамида и сам аммиак, и СО2 испытывают достаточно большие колебания давления перед синтезом карбамида (рис. 2). В традиционной концепции процесса производства карбамида эти изменения давления и температуры необходимы для того, чтобы выделить аммиак и СО2 из потоков процесса, а также достичь необходимой чистоты исходных веществ для синтеза карбамида. Так как СО2 обычно подается в газообразном состоянии из системы очистки практически при атмосферном давлении, его сжатие до давления синтеза карбамида является энергоемким и требует использования сложного компрессора.
Одна из возможностей избежать рекомпрессии диоксида углерода с атмосферного давления предполагает недопущение выделения диоксида углерода в чистом виде из растворителя. Технически можно удалять диоксид углерода из синтез-газа путем мокрой очистки с помощью аммиака или концентрированных водных аммиачных растворов, тем самым связывая диоксид углерода химически в основном в виде карбамата – исходного вещества для синтеза карбамида. Компрессор СО2 можно заменить насосом высокого давления для раствора карбамата, который будет повышать давление реакционной смеси от давления генерации синтез-газа до давления, необходимого для синтеза карбамида.
Эти интегрированные технологические схемы позволяют устранить всю систему удаления CO2 из технологической схемы синтеза аммиака и, таким образом, имеют потенциал для очень значительного сокращения капитальных вложений.
Еще одна альтернатива заключается в переносе стадии рекомпрессии диоксида углерода в жидкую фазу, позволяя в результате заменить компрессор СО2 насосом. Из-за относительно высокого давления паров диоксида углерода это может быть реализовано либо путем его абсорбции соответствующим растворителем, либо сжатием чистого углекислого газа с последующим его сжижением. Очевидно, что повышение давления в жидком состоянии позволит сэкономить значительное количество энергии и значительно снизить капитальные затраты. Поскольку высвобождение диоксида углерода из раствора возможно только при значительно более высоких температурах, то, согласно этой концепции, происходит замена механической энергии для сжатия тепловой для десорбции. Для воплощения этой концепции в жизнь необходимо также использовать растворитель, который будет химически стабильным при требуемых высоких температурах десорбции, например, при 190…220°С.
Технологическая концепция фирмы thyssenkrupp Industrial Solutions
Подразделение Process Technologies фирмы thyssenkrupp Industrial Solutions (ранее известная под названием thyssenkrupp Uhde GmbH) систематически исследовала другие альтернативы уменьшения потребления энергии и капитальных затрат аммиачно-карбамидных комплексов без влияния при этом на сам процесс синтеза карбамида.
Базовая концепция технологического процесса. На рис. 3 представлен основной принцип новой технологической концепции, предлагаемой в настоящее время фирмой thyssenkrupp Industrial Solutions, по сравнению с традиционной технологической схемой. В обычных аммиачно-карбамидных производственных установках углекислый газ удаляют из синтез-газа с помощью абсорбции селективно действующим растворителем. Это, как правило, водные растворы, содержащие активированный МДЭА, карбонат калия, или используются диметиловые эфиры полиэтиленгликоля. Диоксид углерода десорбируют из растворителя при давлении, близком к атмосферному, поэтому его необходимо подвергнуть рекомпрессии, чтобы использовать в синтезе карбамида.
Предлагаемое компанией thyssenkrupp Industrial Solutions запатентованное решение предполагает удаление углекислого газа из синтез-газа с помощью абсорбции разбавленным водным раствором аммиака. Давление полученного насыщенного раствора затем поднимается до уровня давления синтеза карбамида с помощью насоса высокого давления. Десорбция углекислого газа осуществляется при этом давлении, что позволяет избежать как механических операций, связанных с рекомпрессией в газовой фазе, так и капитальных затрат на всю компрессорную станцию для диоксида углерода.
Очевидно, что десорбция диоксида углерода при более высоком давлении требует значительно более высокой температуры по сравнению с температурой в колонне десорбера систем удаления CO2 на основе органических растворителей. В сущности, вместо механических операций по рекомпрессии в традиционных аммиачно-карбамидных комплексах используется тепловая энергия согласно предложенной технологической концепции.
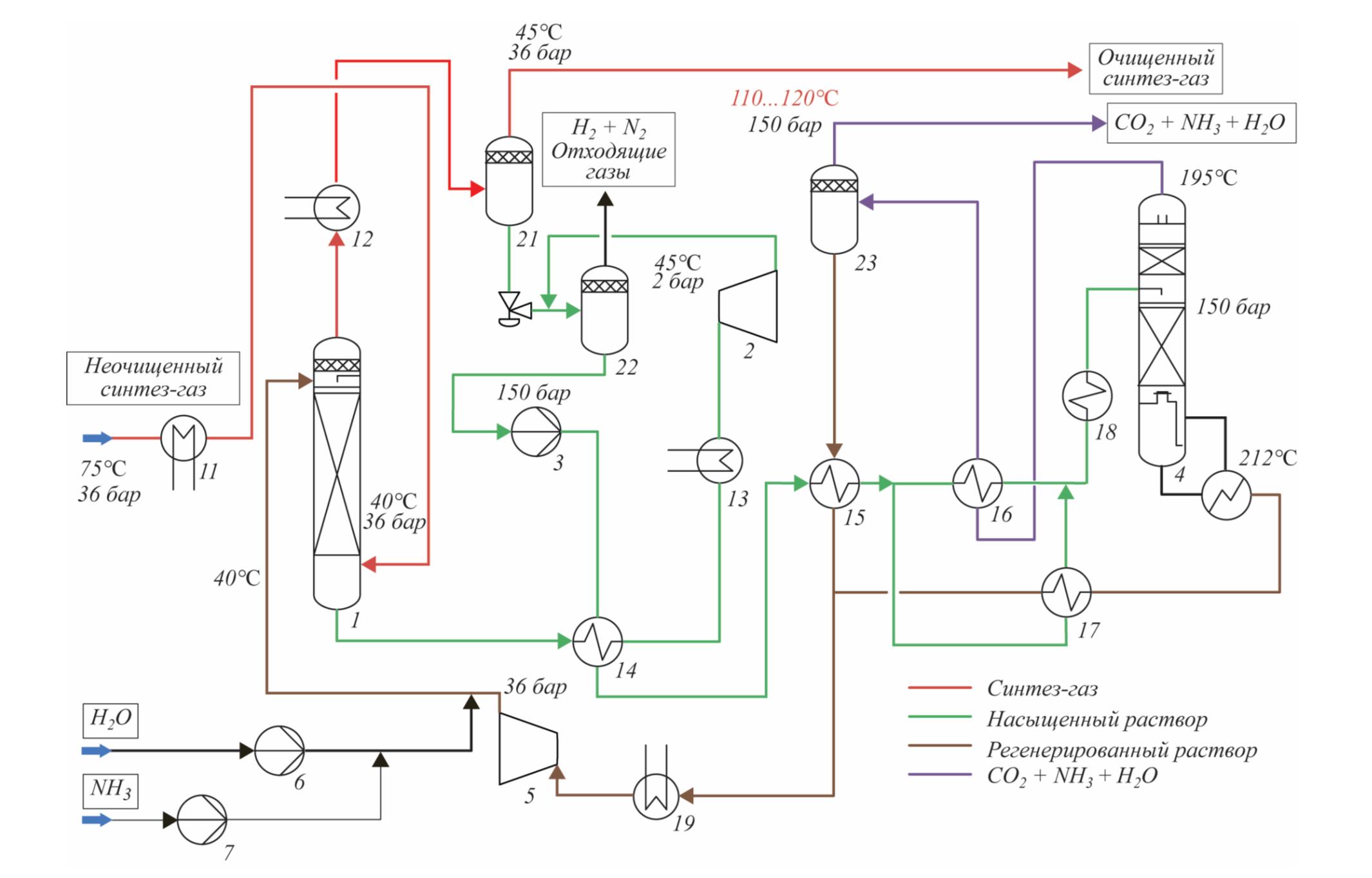
На рис. 4 представлена блок-схема альтернативной системы для удаления CO2 на основе водного раствора аммиака, там же приводятся некоторые характерные рабочие параметры. Блок-схема дополнена расчетными значениями. Следует отметить, что все приводимые в статье значения представляют лишь один частный случай и могут варьироваться в зависимости от точной спецификации процесса.
Неочищенный синтез-газ охлаждается и поступает в абсорбер 1 при температуре 40°C и давлении около 36 бар.
В зависимости от специфических требований процесса и требований к содержанию воды синтез-газ может быть дополнительно охлажден в охладителе 11 перед стадией абсорбции СО2. Слабый раствор подается в абсорбер также при температуре 40°C. Абсорбция происходит в противоточном режиме в насадочной колонне с образованием насыщенного раствора, содержащего преимущественно карбамат аммония, бикарбонат аммония и карбонат аммония. Точный состав смеси зависит от условий протекания реакции внутри колонны.
Процесс абсорбции – экзотермический, поэтому и жидкая, и газовая фаза должны быть охлаждены для того, чтобы уменьшить содержание аммиака в газовой фазе.
Жидкая фаза разогревается особенно сильно, так что имеет смысл использовать часть этой тепловой энергии в процессе. Очищенный синтез-газ все еще содержит некоторое количество аммиака и воды, которые отделяются от синтез-газа в теплообменнике 12 и испарителе 21. Cодержание CO2 в очищенном синтез-газе составляет менее 500 ppm. Кроме того, он содержит около 1,6 мол.% аммиака и 0,18 мол.% воды. Эта степень очистки является приемлемой как для стадии метанирования, так и для синтеза аммиака.
Давление жидкой фазы из испарителя 21 сбрасывается до ~2 бар, и этот жидкий продукт объединяется с остальным насыщенным раствором, который был охлажден до температуры 45°С в теплообменниках 13 и 14, а его давление было сброшено до ~2 бар в гидротурбине 2. Объединенный поток поступает в испаритель 22, где происходит отделение абсорбированных инертных газов, таких, как водород, азот и т.д. Полученный очищенный раствор затем поступает в насос высокого давления 3, где сжимается до ~150 бар и подается в колонну десорбера 4. В теплообменниках 14 и 15 происходит интеграция теплоты от горячего насыщенного раствора из абсорбера и от горячего дистиллята, образовавшегося в верхней части колонны. Для дальнейшей интеграции теплоты между предварительно нагретым насыщенным раствором, кубовым продуктом десорбера и горячим дистиллятом в теплообменниках 16 и 17 насыщенный раствор должен быть разделен на два потока.
Окончательная температура при входе в колонну десорбера 4 должна быть около 195°С – она достигается в обогреваемом паром теплообменнике 18.
Температура насыщенного CO2 дистиллята из колонны десорбера 4 составляет ~200°C и слишком высока для прямого ввода дистиллята в отпарную колонну вместе с раствором карбамида. Этот дистиллят также содержит значительные количества воды и аммиака, которые должны быть отделены от диоксида углерода перед подачей на синтез карбамида. Для этого дистиллят сначала охлаждают до температуры 110…120°С в теплообменнике 16, где он передает теплоту насыщенному раствору, направляемому в десорбер, а образовавшийся конденсат отделяют в испарителе 23. Получаемый в результате газообразный продукт является практически чистым СО2 (чистота около 98 мол. %, концентрация воды и аммиака – менее 1 мол.%).
Горячий слабый раствор из куба колонны десорбера 4 после интеграции теплоты охлаждается далее в теплообменнике 19 и подается на гидротурбину 5, где происходит снижение давления со 150 до 36 бар. Наконец, холодный регенерированный слабый раствор повторно вводится в абсорбционную колонну 1. В связи с тем, что постоянно происходит утечка небольших объемов аммиака и воды с очищенным синтез-газом, очищенным CO2 и продувочным газом из испарителя 22, необходима подпитка аммиаком и водой, что реализуется двумя насосами 6 и 7 небольшой мощности.
Типичные степени очистки синтез-газа после абсорбера и CO2 для синтеза карбамида при новой системе удаления CO2 на основе аммиачной воды
| Компонент смеси | Концентрация компонента, мол.% | |
| Очищенный синтез-газ | CO2 для синтеза карбамида | |
| Диоксид углерода | 0,0495 (495 ppm) | 97,98 |
| Водород | 71,47 | 0,49 |
| Азот | 25,37 | 0,08 |
| Аммиак | 1,6 | 0,36 |
| Монооксид углерода | 0,4 | Следы |
| Аргон | 0,3 | Следы |
| Метан | 0,63 | Следы |
| Вода | 0,18 | 1,08 |
Выход водорода при использовании новой системы удаления CO2 на основе аммиачной воды составляет ~98,3%. Около 98,4% углекислого газа, поступающего в абсорбционную колонну, извлекается и направляется на синтез карбамида.
Из-за относительно высокого давления паров некоторое количество аммиака из раствора, подаваемого в абсорбер, попадает в газовую фазу и покидает абсорбер вместе с очищенным синтез-газом. Поскольку этот аммиак поступает на синтез аммиака в составе подпиточного синтез-газа, было бы некорректно считать его утраченным, так как он просто возвращается в растворитель системы удаления СО2 для подпитки.
Некоторое количество аммиака остается также в потоке углекислого газа, направляемого из системы удаления CO2 на синтез карбамида. Поскольку этот аммиак непосредственно участвует в синтезе карбамида, его количество просто учитывается при расчете загрузки конденсатора карбамата высокого давления и также не является потерей.
Наконец, сравнительно небольшое количество аммиака покидает систему удаления СО2 с отходящим газом из аппарата 22 (см. рис. 4). Улавливание и рекуперация этого количества аммиака принципиально возможны, но, скорее всего, экономически не выгодны. Как правило, этот отходящий газ направляется в горелки установки риформинга.
Все цифры, приведенные выше, были получены с помощью интенсивного моделирования процесса на основе существующего типового аммиачно-карбамидного комплекса номинальной расчетной мощностью 2 200 т/сут. аммиака и 3 500 т/сут. карбамида. При дальнейшем анализе этих данных следует учитывать, что, как уже было сказано, они представляют собой лишь один возможный частный случай. В каждом конкретном случае в зависимости от конфигурации установки и/или условий эксплуатации возможны существенные различия в результатах без отступления от основной концепции. Например, содержание водорода в диоксиде углерода, направляемого на синтез карбамида, может быть дополнительно значительно уменьшено, если это будет необходимо.
Очевидно, что схема процесса, показанная на рис. 4, охватывает только случай, когда обе установки – аммиака и карбамида – находятся в эксплуатации. Тем не менее, новая система удаления СО2 на основе аммиачной воды также позволяет эксплуатировать установку по производству аммиака и без эксплуатации установки синтеза карбамида. В этом случае необходимо повторно понизить давление горячего диоксида углерода. Содержание аммиака в CO2 необходимо восстановить путем его абсорбции свежей водой или регенерированным слабым раствором с целью соблюдения местных требований к предельным значениям выбросов (например, 30 ppm).
Во время сброса давления поток СО2 охлаждается до приблизительно комнатной температуры, так что никакого дополнительного нагрева или охлаждения больше не требуется.
В зависимости от причины и продолжительности остановки производства карбамида могут быть выбраны различные процедуры рекуперации аммиака. Обогащенный аммиаком раствор (а по факту – слабый раствор карбамата и карбонатов) может быть подвергнут дестиллятивному концентрированию аммиаком или использоваться в основной системе удаления CO2 либо в качестве слабого раствора, либо в качестве подпиточного потока.
Во второй части статьи будет показано, как новая технологическая концепция, предлагаемая фирмой thyssenkrupp Industrial Solutions, позволяет существенно снизить капитальные затраты, необходимые для строительства аммиачно-карбамидного комплекса.






