

Уплотнения подвижных и неподвижных соединений являются наиболее ответственным узлом большинства гидравлических машин – насосов, компрессоров, мешалок, центрифуг и другого технологического оборудования. В мире используются миллионы уплотнений различных типов и назначений. Значительная часть уплотнений применяется в нефтяной, нефтехимической и газовой промышленности. Суммарные утечки через негерметичные соединения насосов составляют более 60 % всех выбросов веществ в атмосферу [1]. Только через один негерметичный насос из-за утечек теряется несколько тонн ценных продуктов в год. Более 70 % вынужденных остановок насосов при эксплуатации происходит по причине выхода из строя уплотнений. Потеря ценных продуктов происходит как при добыче сырья, так и при его транспортировке и переработке.
Уплотнения в большинстве случаев просты по конструкции и занимают мало места в машине. Однако при перекачивании агрессивных, пожароопасных и взрывоопасных продуктов применяют сложные уплотнительные комплексы (например, торцовые уплотнения), которые кроме уплотнений основного назначения включают различные системы (защитные, аварийные, резервные). Если стоимость собственно уплотнения достигает 20–30% стоимости насоса, то цена уплотнения вместе с системами иногда значительно превышает стоимость самого насоса (например, гидравлические системы двойных торцовых уплотнений).
Уплотнения подвижных соединений машин можно разделить на следующие типы: мягкие сальники, щелевые уплотнения, манжеты, механические уплотнения (торцовые и радиальные), клапанные уплотнения. Все типы уплотнений имеют свои область применения, преимущества и недостатки.
Утечка жидкости через сальники сравнительно велика (от десятых долей литра до нескольких литров в час). Износостойкость сальников обычно составляет несколько сотен часов. Утечка рабочей жидкости увеличивается с износом сальника. С целью компенсации износа и снижения утечки до нормальной вели чины сальники необходимо периодически подтягивать, добивать и заменять набивку.
К преимуществам сальников можно отнести сравнительную простоту их конструкции и возможность замены изношенной набивки без разборки машины.
В последние десятилетия область применения сальников значительно снизилась. В большинстве случаев в машинах с вращательным движением (валы центробежных насосов) сальники заменены торцовыми уплотнениями, а в машинах с возвратно- поступательным движением (поршни и плунжеры) – манжетами.
Манжеты, изготовленные из эластомерных материалов (резина, поли уретан), обладают очень высокой герметизирующей способностью (утечки от долей кубического сантиметра до нескольких кубических сантиметров). Они не требуют обслуживания во время эксплуатации. Изготавливают манжеты в пресс-формах. Стоимость манжет невелика и они имеют малые габариты.
Манжеты для валов роторных насосов работоспособны при низком давлении (0,05…0,1 МПа), а манжеты для поршневых машин могут работать при достаточно высоком давлении (до 20…40 МПа), но ресурс их невысокий (до 250 ч для буровых насосов). Манжеты очень чувствительны к высокой и низкой температуре в зоне трения и к смазывающей способности жидкости. Для замены манжет требуется частичная разборка машины.
Щелевые уплотнения (гладкие торцовые и радиальные, с канавками, с плавающими кольцами) предназначены для ограничения перетоков жидкости внутри машины из области высокого давления в область низкого давления через подвижные и неподвижные соединения. Щелевые уплотнения могут работать при перепадах давления до 100 МПа, при предельно высоких скоростях скольжения и практически без ограничения по температуре. В центробежных насосах щелевые уплотнения работают при давлении до 10 МПа и выше, а в штанговых плунжерных насосах для добычи нефти – до 25 МПа. Щелевые зазоры в уплотнениях могут составлять от 10…20 до 200…250 мкм. Длина щели в штанговых насосах достигает 1800 мм и более. Так как детали щелевых уплотнений не соприкасаются друг с другом, они имеют высокую износостойкость.
Увеличенные перетоки ограничивают область применения щелевых уплотнений, значительно снижают КПД гидравлических машин.
В качестве концевых уплотнений их не применяют. На практике из-за износа подшипников насосов детали щелевых уплотнений начинают касаться друг друга и интенсивно изнашиваться, при этом утечка жидкости возрастает в третьей степени от величины зазора. В штанговых насосах при перекачивании загрязненных жидкостей механические частицы попадают в щелевой зазор, и насос заклинивает. В щелевых уплотнениях штанговых насосов определенные трудности представляет также изготовление и ремонт длинномерных плунжеров и цилиндров.
Торцовые уплотнения вращающихся валов в настоящее время являются наиболее распространенными типами уплотнений в нефтяной, нефтехимической и газовой промышленности. Они имеют очень широкую область применения по давлению (до 3,5 МПа), скорости скольжения (до 20 м/c), температуре (от –50 до плюс 450°С), перекачиваемым средам (все типы углеводородов, включая сжиженные газы и мазут, пластовые жидкости, буровые растворы и т.д.). Они работают с минимальными утечками, затратами мощности и отличаются большой долговечностью. Фирмы гарантируют непрерывную работу торцовых уплотнений в течение 3 лет при заданных параметрах, если их конструкция и материальное исполнение соответствуют требованиям стандарта 682 Американского нефтяного института (API).
К недостаткам торцовых уплотнений можно отнести сложность изготовления и ремонта, высокую стоимость и необходимость частичной разборки машины при смене вышедшего из строя торцового уплотнения. Торцовые уплотнения предназначены для работы в машинах с вращательным движением.
Другой тип механического уплотнения – металлические, углеграфитовые или пластмассовые кольца – могут работать в машинах как с вращательным, так и с возвратно-поступательным движением. Например, поршневые кольца широко применяются в ДВС, контактируя с горячим газом (150…300°С) при перепаде давления до 10 МПа и скорости скольжения до 15 м/с. Поршневые кольца применяют при необходимости получения очень больших ресурсов. Поршневые кольца относят к классу контактных уплотнений, но вследствие отклонений формы поверхности герметичность их невелика. Обычно применяют комплекты из 6…10 колец. Поршневые кольца рекомендуется применять при перекачивании жидкостей большой вязкости.
В поршневых компрессорах применяются механические уплотнения в виде твердых разрезных колец. Для того, чтобы обеспечить прижим разрезных колец к штоку, используются браслетные, торцовые спиральные и тарельчатые пружины, а также другие достаточно сложные устройства. В зависимости от уплотняемого давления выбирают необходимое число колец (до 20 и более). Выпускаются уплотнения для давлений до 100 МПа и выше. Уплотнения с разрезными кольцами сложны в изготовлении и сборке и достаточно дороги.
Клапанные уплотнения являются уплотнительными устройствами периодического действия. От работоспособности клапанного уплотнения зависит надежность работы поршневых гидравлических машин. Клапанные уплотнения работают в тяжелых условиях интенсивного эрозионного и коррозионного разрушения деталей потоком жидкости, высоких контактных и ударных нагрузок в уплотнительной паре. Более 50% выходов из строя штанговых насосов происходит по причине неудовлетворительной работы клапанов.
При создании новых и совершенствовании известных типов машин и их узлов конструктор должен учитывать все требования, предъявляемые потребителем к данному виду оборудования. Основными требованиями к уплотнительным узлам гидравлических машин являются работа уплотнения в заданных условиях с минимальными утечками и затратой мощности и при этом с максимальным ресурсом.
Анализ работы уплотнений гидравлических машин
В нефтехимическом машиностроении уплотнения подвижных соединений подразделяются на УВ – для вращательного движения (роторные машины) и УП – для возвратно-поступательного движения (поршневые машины). Для того, чтобы усовершенствовать старые конструкции или создать новые типы уплотнений, необходимо провести их классификацию и проанализировать работу различных типов.
Классификация уплотнений подвижных соединений гидромашин, широко распространенных в нефтегазовой промышленности, представлена в табл. 1.
В последние годы получили распространение контактно-щелевые уплотнения, в которых уплотнительные поверхности деталей контактируют не по всему периметру соединения (механическое уплотнение Б.С. Захарова).
Многие уплотнения можно использовать в различных соединениях, например, эластичные кольца круглого сечения, щелевые уплотнения и др.
Основные параметры среды – давление р, температура t и вязкость m жидкости или смеси жидкости с газом и твердыми включениями.
В нефтяной и газовой промышленности применяют рабочие среды температурой от –50 до +450°С и давлением до 100…150 МПа.
В табл. 2 представлены качественные оценки основных параметров работы пяти типов уплотнений подвижных соединений гидравлических машин.
Из табл. 2 видно, что уплотнения для поршневых машин, щелевые, поршневые и разрезные кольца, которые применяются внутри машины, при достаточно высокой наработке и допускаемом давлении, имеют основной недостаток – очень большие утечки жидкости (или газа). И, наоборот, манжетные уплотнения, выполненные из эластомерных материалов и применяемые в качестве конечных уплотнений, характеризуются малыми утечками, но имеют очень малую наработку при высоких давлениях.
Проанализируем параметры работы уплотнений, указанные в табл. 2.
Утечка является основным параметром, определяющим область применения уплотнения. Снижение утечки является предметом постоянных поисков конструкторов и производителей уплотнений. Если утечки внутри машины приводят в основном к снижению КПД машины, то утечки в атмосферу дополнительно могут привести к ухудшению экологической обстановки, взрывам и пожарам.
Таблица 1
| Класс уплотнений | Область применения |
| Бесконтактные | |
| Щелевые: радиальные (гладкие, с канавками) торцовые радиальные с плавающими кольцами |
УВ, УП |
| Контактные | |
| Эластичные: кольца круглого сечения (ГОСТ 9833–73) манжетные с браслетной пружиной (ГОСТ 8752–79) манжетные (ГОСТ 14896–84) шевронные (ГОСТ 22704–77) |
УВ, УП |
| Механические: радиальные торцовые радиальные с плавающими êольцами клапанные поршневые кольца разрезные кольца |
УВ, УП |
Таблица 2.
| Параметры | Тип уплотнения | |||||
| Щелевое | Манжетное | Торцовое | Поршневые кольца |
Разрезные кольца |
||
| УВ | УП | |||||
| Утечка | – | + | + | + | – | – |
| Температура среды | + | – | – | + | + | + |
| Давление среды | + | – | + | 0 | + | + |
| Скорость скольжения | + | + | – | + | + | + |
| Контактное давление | – | – | + | + | + | |
| Гарантированная наработка | + | – | – | + | + | + |
| Габаритные размеры | – | + | 0 | – | + | – |
| Относительная стоимость | + | + | 0 | – | 0 | – |
| Условные обозначения: + – удовлетворяет требованиям потребителя; – – не удовлетворяет; 0 – частично удовлетворяет | ||||||
Механизм утечки через щелевые уплотнения определяется закономерностями течения вязкой жид- кости через макрозазоры. В большинстве случаев течение в тонкой пленке зазора уплотнения происходит в режиме ламинарного движения вязкой несжимаемой жидкости. Уравнение движения жидкости выражается системой трех уравнений, и называются дифференциальными уравнениями Навье–Стокса. С помощью этих уравнений получены следующие зависимости для расчета утечек [2]:
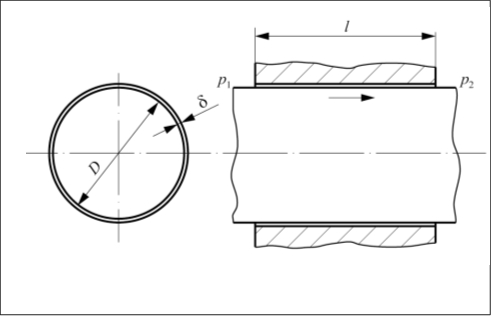
– для кольцевой щели (рис. 1)
Q = pDрd3/12lm; (1)
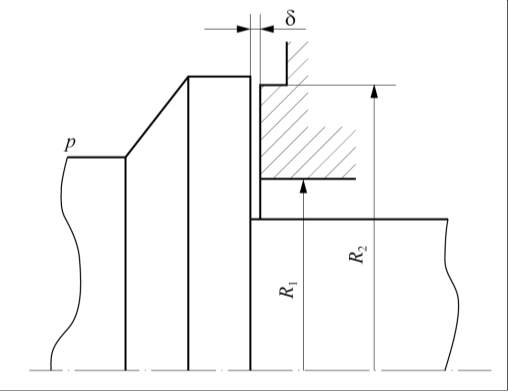
– для торцовой кольцевой щели (рис. 2)
Q = pDрd3/6ln(R2/R1)m, (2)
где d – зазор;
l – длина уплотнения; m – вязкость среды; р = р1 – р2 – перепад давления.
Высота зазоров d гидромашин определяется допусками на изготовление уплотнения и находится в пределах 10…100 мкм (0,01…0,1 мм).
Зазоры в плунжерных парах штанговых насосов равны 70…200 мкм.
В бесконтактных уплотнениях снизить утечку можно за счет уменьшения щелевого зазора d и увеличения длины уплотнения l и ширины b = R2 – R1.
Контактные уплотнения являются уплотнениями с обратной связью, т.е. при увеличении давления среды автоматически увеличивается контактное давление и соответственно уменьшается утечка. Но при этом возрастают силы трения, повышается температура контакта и для того, чтобы уплотнение работало с необходимой гарантированной наработкой, используются гидродинамические и гидравлически разгруженные пары трения, выполненные из дорогостоящих материалов. Точный расчет утечек в контактных уплотнениях затруднителен из-за множества факторов, влияющих на величину утечки.
Температура, при которой уплотнение работоспособно, зависит от материала пары трения. В нефтяной и газовой промышленности перекачивают среды температурой от –50 до +450°С. Для снижения температуры применяют различные типы теплообменников. В некоторых случаях резиновые уплотнения заменяют металлическими сильфонами.
Резиновые детали, выполненные из нитрильных каучуков, могут работать при температуре 80…130°С. При более высоких и при минусовых температурах резина теряет свои свойства упругого материала и разрушается. Поэтому одним из способов достижения работоспособности резиновых манжет является создание условий работы при нормальных температурах (–10 …+40°С).
В последние годы начали выпускать резиновые изделия из смеси СБ-26 (О-образные кольца, обоймы, диафрагмы), способные работать при температуре до 300°С [3]. Однако примеров применения манжет, работающих на трение при такой температуре, пока нет.
Некоторые специалисты считают, что снижение температуры в зоне уплотнения всего на 10°С увеличивает его наработку в 2 раза.
Контактное давление рк и скорость скольжения v. Контактное давление напрямую связано с давлением р (или перепадом давления р = = p1 – p2). Контактное давление не должно превышать допустимых пределов рк< [рк], величина которого приводится в справочной литературе для различных уплотнительных пар. В зависимости от конструкции уплотнения контактное давление определяется с помощью следующих формул:
для резиновых колец круглого и прямоугольного сечения и манжетных уплотнений без уплотнительной губки
рк = р + рко, (3)
где рко – начальное давление от обжатия колец и манжет (~0,25 МПа); l для резиновых манжет с уплотнительной губкой рк = kр + рко. (4)
где k = 5…10 в зависимости от давления; рко = 0,7…1,5 МПа; l для поршневых колец применима формула (4), в которой рко = 0,03… 0,25 МПа, а k и для радиальной, и для торцовой поверхности равно ~0,5; l для торцовых уплотнений давление в контакте определяется по формуле
рк = kр + рко, (5)
где k = (К – 0,5); К – коэффициент разгрузки, равный 0,6…0,7; рко» » 0,15 МПа.

для разных типов уплотнений
На рис. 3 показана зависимость контактного давления от давления среды для различных типов уплотнений. Как видно, механические уплотнения могут работать при гораздо более высоком давлении среды, чем манжетные резиновые уплотнения.
Вторым показателем, определяющим работоспособность подвижных уплотнений, является скорость скольжения v. Для роторных машин эта скорость обычно составляет 20 м/с; для поршневых машин – от 1,0 до 1,5 м/c.
Произведение контактного давления на скорость ркv представляет собой мощность, приходящуюся на единицу площади контакта. С помощью этого параметра можно определить степень нагруженности соединения и использовать его при сравнении способностей различных типов уплотнений работать в тяжелых условиях. Так, торцовые уплотнения могут работать при ркv = = 20…35 МПа×м/с, манжетное уплотнение УП – при ркv = 20…40 МПа×м/с, а манжетное УВ – только при ркv = = 2…4 МПа×м/с.
Развитие промышленности связано с усовершенствованием и созданием гидравлического оборудования, прежде всего, с созданием машин, работающих при более высоких давлениях, скоростях и продолжительностью работы.
В настоящее время за счет использования керамических и твердо-сплавных материалов для пар трения освоено производство высокоэффективных, но дорогостоящих торцовых уплотнений нефтяных насосов. Практически все отечественные фирмы освоили изготовление торцовых уплотнений, конструкция и материальное исполнение которых соответствуют американскому стандарту API 682. Применение таких уплотнений оправдано только в случае крайне тяжелых условий работы: при перекачивании жидкостей при повышенных давлениях, сжиженных газов, высоковязких продуктов, токсичных и агрессивных продуктов, жидкостей с повышенным содержанием механических частиц и т.п.
В большинстве случаев торцовые уплотнения работают при нормальных условиях: давление от 0,5 до 2,5 МПа, среды с достаточно хорошими смазывающими свойствами (пластовые жидкости, сырая нефть, различные углеводороды и химические продукты). Кроме того, по технологическомy регламенту не всегда необходима наработка уплотнения в течение трех и более лет. Насосы и другое гидравлическое оборудование подвергаются регулярным техническим осмотрам, текущим и капитальным ремонтам, сроки которых регламентированы. Одновременно с ремонтом подшипников, рабочих колец и других деталей могут быть заменены и изношенные торцовые уплотнения и отремонтированы.
Специальные типы торцовых уплотнений разработаны в ООО «Экогермет-М». Их конструкция позволяет с минимальными затратами решать основные проблемы уплотнений: n обеспечить нормальную работу уплотнения при давлении до 2,5 МПа в течение 1–2 лет; n снизить время и трудозатраты при замене изношенного уплотнения за счет резервной пары трения; n создать торцовое уплотнение, работоспособное при давлении до 6,0 МПа и выше; n создать торцовое уплотнение, работоспособное при перекачивании жидкостей с механическими примесями и жидкостей с высокой вязкостью.
В 80-х годах в СССР и США проводились работы по созданию манжетных уплотнений для роторных машин, работоспособных при повышенных давлениях. Была создана конструкция гидродинамического манжетного уплотнения (пат. РФ. №2004867) для центробежных нефтяных насосов, работоспособного при давлении 1,0…1,5 МПа (ркv = 20 МПа×м/с)
В США разработана аналогичная конструкция гидродинамического манжетного уплотнения для нефтебурового оборудования (опора забойного двигателя, уплотнение опоры долота, уплотнение вертлюга). В отличие от отечественных гидродинамических манжет в США манжеты работали на масле и при низких скоростях (до 1000 мин–1). Благодаря тому, что манжеты работали на масле в режиме гидродинамической смазки, они имели очень высокую наработку при давлении до 35,0 МПа (ркv = 130 МПа×м/с).
Таким образом, дорогостоящие и сложные торцовые уплотнения во многих случаях могут быть с успехом заменены высокоэффективными манжетными уплотнениями.
В 1973 г. была предложена конструкция механического уплотнения с эксцентрично расположенными кольцами на упругой обойме (а.с. №391315). Стендовые и промышленные испытания показали, что утечки в таком уплотнении на порядок ниже, чем утечки в щелевом уплотнении штангового насоса равной длины. На базе механического уплотнения был разработан ряд штанговых насосов, технико-экономические параметры которых намного превышают параметры серийных насосов, выпускаемых в России и за рубежом. ООО «Экогермет-М» освоил производство специальных типов штанговых насосов, основным отличием которых от серийных насосов заключается в уплотнительных узлах поршней и плунжеров. Механические уплотнения с эксцентричными кольцами применяются также в комбинированных клапанных узлах и в устройствах для освоения скважин (вместо свабирования).
При перекачивании жидкостей под большим давлением и жидкостей с большим содержанием абразивных частиц в поршневых насосах (штанговых, буровых, промысловых) вместо манжетных уплотнений используются комбинированные (ступенчатые) уплотнения.
Первое механическое уплотнение служит своего рода дросселем, через который постоянно проходит небольшое количество жидкости. Утечки далее направляются в прием насоса с низким давлением. Второе манжетное уплотнение предохраняет от попадания жидкости в атмосферу. Оба уплотнения обеспечивают долговременную работу насоса при высоком давлении и с минимальными утечками. Замена обычных манжетных уплотнений плунжерных насосов комбинированными увеличивает наработку насоса в 10–12 раз. Комбинированные уплотнения были испытаны на плунжерном насосе с давлением до 50,0 МПа.






