


Автор: Т.М. Фарахов, А.Г. Лаптев (ИВЦ «Инжехим»).
Опубликовано в журнале Химическая техника №5/2014
Для эффективного проведения процесса смешения различных сред в промышленности традиционно используют аппараты с мешалками – дисковые, шнековые, пропеллерные и другие виды смесителей, которые имеют ряд недостатков: сложность конструктивного оформления, большие затраты мощности, трудность регулирования и создания одинаковых условий смешения. Поэтому возникает необходимость в исключении данных недостатков и разработке наиболее эффективного оборудования для смешения.
Наиболее перспективными среди используемых аппаратов являются статические смесители, в которых перемешивание происходит без участия подвижных механических устройств. Важнейшими преимуществами статических смесителей являются их исключительная надежность, простота монтажа, компактность, позволяющая встраивать их в существующие технологические линии с минимальными затратами.
К настоящему времени статические смесители применяют для приготовления суспензий, эмульсий, для ввода флокулянтов в суспензии, кислот в жидкости для нейтрализации, в установках для ввода присадок в топливо, улучшающих его качество т.п.
В данной статье рассматривается смеситель с неупорядоченной (хаотичной) насадкой (рис. 1).
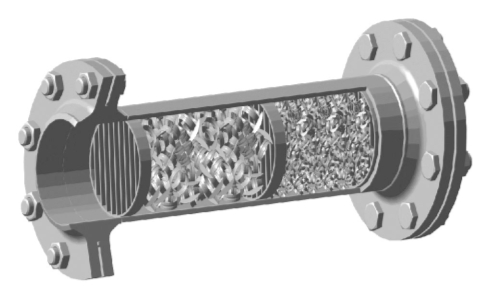
Среда, поступающая на вход смесителя, неоднократно рассекается неупорядоченными насадочными элементами, далее происходит интенсивное перемешивание дисперсной фазы и превращение ее в сплошную или смешение одной жидкости с другой. Для определения эффективности смешения рассмотрен турбулентный перенос импульса и массы частиц в канале с хаотичной насадкой [1, 2].
На входе в смеситель среда (жидкость) содержит дисперсную фазу в виде мелких твердых частиц или капель другой жидкости, которая практически взаимно нерастворима со сплошной жидкой фазой. Целью смешения таких сред является получение однородных композиций на выходе из устройства – суспензий или эмульсий.
В энергетике такие задачи встречаются при вводе присадок в топливо, например в мазут. При очистке сточных вод такие смесители могут использоваться в качестве прямоточных жидкостных экстракторов.
а – «Инжехим-2000»; б – «Инжехим-2002»
Неупорядоченный насадочный слой, состоящий из мелких элементов (см. рис. 1), обладает достаточно большой удельной площадью поверхности (~200…600 м2/м3), хаотично распределенной в объеме. Равномерное распределение дисперсной фазы вблизи каждого элемента (рис. 2) обеспечит практически однородную концентрацию частиц в целом по всему слою [3].
Основной задачей при расчете насадочного смесителя является расчет длины зоны смешения с заданной конструкцией насадочных элементов при определенном расходе фаз.
C использованием теории турбулентной миграции частиц и двухслойной модели турбулентного слоя из потокового соотношения
 получено выражение для расчета длины H зоны смешения с насадкой
получено выражение для расчета длины H зоны смешения с насадкой
 где M – поток массы частиц, кг/с; βd – коэффициент переноса дисперсной фазы, м/с; F – площадь поверхности насадки, м2; Δc – средняя движущая сила переноса частиц, кг/м3; Vж – объемный расход жидкости, м3/с; Cd – концентрация дисперсной фазы, кг/м3; dэ – эквивалентный диаметр насадки, м; ωE – угловая частота энергоемких пульсаций, 1/с; τр – время релаксации, с; Reэ = uжdэ/(νжεсв) – число Рейнольдса; uж – средняя скорость жидкости в канале без насадки, м/с; νж – кинематическая вязкость, м2/с; εсв – удельный свободный объем насадки, м3/м3; ζ – коэффициент сопротивления насадки; C – средняя концентрация частиц, кг/кг.
где M – поток массы частиц, кг/с; βd – коэффициент переноса дисперсной фазы, м/с; F – площадь поверхности насадки, м2; Δc – средняя движущая сила переноса частиц, кг/м3; Vж – объемный расход жидкости, м3/с; Cd – концентрация дисперсной фазы, кг/м3; dэ – эквивалентный диаметр насадки, м; ωE – угловая частота энергоемких пульсаций, 1/с; τр – время релаксации, с; Reэ = uжdэ/(νжεсв) – число Рейнольдса; uж – средняя скорость жидкости в канале без насадки, м/с; νж – кинематическая вязкость, м2/с; εсв – удельный свободный объем насадки, м3/м3; ζ – коэффициент сопротивления насадки; C – средняя концентрация частиц, кг/кг.
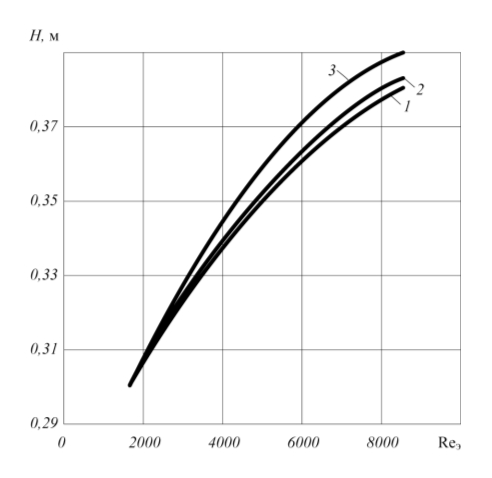
от числа Рейнольдса Reэ при разных размерах частиц dч: 1 – 10 мкм; 2 – 100 мкм; 3 – 200 мкм
Выражения для ωE и τр имеют вид
 где u∗ – динамическая скорость на поверхности насадки, м/с; Δρ = ρж – ρч – разность плотностей жидкости и перемешиваемых частиц, кг/м3; dч –диаметр частиц, м.
где u∗ – динамическая скорость на поверхности насадки, м/с; Δρ = ρж – ρч – разность плотностей жидкости и перемешиваемых частиц, кг/м3; dч –диаметр частиц, м.
Выражение для расчета динамической скорости при Reэ > 50 имеет вид

Приведенные зависимости (1) – (4) справедливы при перемешивании частиц размером менее 200 мкм.
Пример расчета. Характеристики насадок даны в работе [3]. Насадка из стальных колец Рашига размером 25×25 мм; εсв = 0,92 м3/м3; dэ = 0,017 м. Удельная площадь поверхности насадки 220 м2/м3.
Скорость жидкости в полном сечении трубы uж = = 0,1…0,5 м/с.
Система: вода при температуре 20°С и дисперсная фаза ρч = 1 200 кг/м3, C = 50 кг/м3 (0,05 кг/кг), диаметр частиц – 10; 100 и 200 мкм.
Коэффициент сопротивления ξ = 16/Reэ 0,2.
Динамическую скорость находим по формуле (4), ωЕ и τр – по формулам (3). Длину слоя насадки Н находим по формуле (2). Результаты расчета приведены на рис. 3.
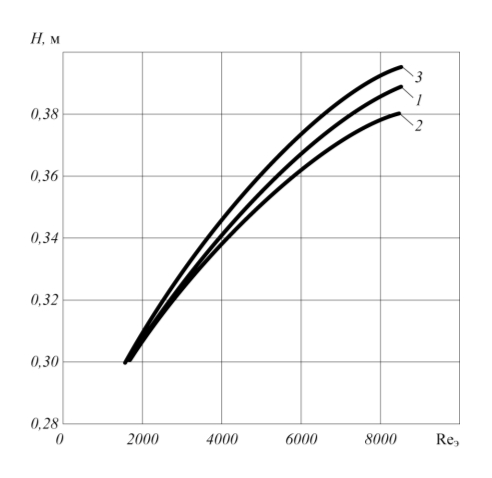
На рис. 4 показаны результаты расчета для рассмотренного примера, но с частицами различной плотности (диаметр частиц dч = 100 мкм).
Установлено, что чем выше скорость потока, а также, чем крупнее частица и больше ее плотность, тем большая необходима длина слоя насадки для смешения. Однако для систем, в которых плотности дисперсной фазы (частицы) и сплошной фазы близки по значению, требуется меньшая длина слоя насадки для смешения.
Если позволяют производственные условия, то процесс смешения желательно проводить при Reэ = = 2 000…4 000.
На основе расчетов по формуле (2) выбраны конструктивные характеристики промышленных насадочных смесителей с нерегулярной насадкой «Инжехим-002».
Статические смесители насадочного типа внедрены на следующих объектах:
- установка отмывки пропан-пропиленовой фракции от метанола установки Б-3п в ОАО «Тобольск-Нефтехим».
В результате расчета были определены оптимальный диаметр канала (300 мм), длина статического смесителя (750 мм) и номинальный размер насадки (45 мм);
- установка отмывки бутан-бутиленовой фракции от метанола установки МТБЭ завода бензинов в ОАО «ТАИФ- НК». В результате расчета были определены оптимальный диаметр канала (80 мм), длина статического смесителя (540 мм) и номинальный размер насадки (35 мм).
Работа статических смесителей удовлетворяет требованиям технического задания предприятий, что подтверждает адекватность разработанной математической модели и высокую эффективность насадок «Инжехим».
Список литературы
- Лаптев А.Г., Фарахов Т.М., Дударовская О.Г. Эффективность турбулентного смешения сред в насадочных проточных смесителях//Электронный научный журнал «Нефтегазовое дело». 2012. №4. С. 387–408.
- Лаптев А.Г., Фарахов Т.М. Модель массоотдачи в зернистых и насадочных слоях//Известия вузов. Химия и химическая технология. 2013. Т.56. №6. С .92–96.
- Каган А.М., Лаптев А.Г., Пушнов А.С., Фарахов М.И. Контактные насадки промышленных тепломассообменных аппаратов. Казань: Отечество, 2013. 454 с.






