


Авторы: Е.К. Казимиров (ООО «Азов»), О.Е. Казимиров (ОАО «Дизель»).
Опубликовано в журнале Химическая техника №9/2016
Эффективное (в том числе экономичное и экологичное) водопользование предполагает рост промышленного производства без увеличения водопотребления при обязательном уменьшении загрязнения поверхностных вод (реки, озера и т.п.). Именно такого положения удалось добиться в Германии [1], где река Рейн – клоака в середине прошлого века – превратилась сегодня в экологически чистую реку, тогда как наша Волга, имевшая в 50-е годы прошлого века воду практически питьевого качества, сегодня квалифицирована (весьма осторожно) как экологически неблагонадежный водоем, а местами как сильно загрязненный [2].
Согласно данным Государственного доклада, общий расход воды на все виды экологической деятельности в 2013 г. составлял 192 млн. м3/год, в том числе 138,5 млн. м3 (72%) покрывались за счет оборотно-повторного водопользования [3].
Весомость оборотных систем в общем водопотреблении подчеркивает актуальность работ по оптимизации их функционирования.
Известные данные [4] о расходе свежей воды в оборотных системах в зависимости от коэффициента упаривания приведены в табл. 1. Согласно данным этой таблицы, значимое уменьшение расхода свежей воды на подпитку достигается при увеличении коэффициента упаривания до 3. Однако при увеличении коэффициента упаривания (т.е. при существенном увеличении испарения сетевой воды) резко возрастают концентрационные показатели основных ингредиентов: БПК (карбонатная и общая жесткость, суммарная концентрация хлоридов и сульфатов), а также солесодержание. Рост данных показателей приводит к увеличению в оборотной сети накипеобразования, коррозии, биобрастания.
Таблица 1
Расход свежей воды в оборотной системе в зависимости от коэффициента упаривания
| Коэффициент упаривания | Производительность оборотной системы водопользования, м3/ч | |||
| 1 000 | 2 500 | 5 000 | 10 000 | |
| 1,2 | 60 | 150 | 300 | 600 |
| 1,3 | 50 | 125 | 25 | 400 |
| 1,5 | 30 | 75 | 150 | 300 |
| 2,0 | 20 | 50 | 100 | 200 |
| 3,0 | 15 | 38 | 75 | 150 |
| 4,0 | 14 | 33 | 67 | 133 |
| 5,0 | 13 | 31 | 63 | 125 |
По данным обследования оборотной системы химического цеха, работавшей при подпитке окской водой (карбонатная жесткость – 3,7…4,1 мг-экв/л), теплообменники приходилось чистить 13–15 раз/год, т.е. чаще, чем 1 раз в месяц. Перерасход водопотребления за счет накипеотложений увеличивался на 30–40%.

Каждые 2–4 месяца выводили на чистку теплообменники компрессорных цехов Старооскольского и Белгородского цементных заводов при перерасходе технической подпиточной воды на 20–30%. Трубные пучки охладителя компрессора почти полностью забивались отложениями накипи (рис. 1). Средняя скорость образования отложений на поверхностях теплообменника достигала 0,81 г/(м2⋅ч) при норме 0,25 г/(м2⋅ч) [5]. Затраты только на чистку теплообменников компрессорного цеха на Старооскольском цементном заводе составляли в среднем 740 000 руб./год.
В ОАО «Севуралбокситруда» используется оборотная вода для охлаждения промежуточных холодильников и в рубашках цилиндров первой и второй ступени сжатия компрессоров 4ВМ 10-100/8. Два раза в год компрессоры останавливали на чистку от накипи. Продолжительность остановки – не менее двух недель. Перерасход электроэнергии на производство сжатого воздуха только на трех шахтах составил 1 925 000 кВт⋅ч в год или в денежном выражении при тарифе 1,5 руб./кВт⋅ч – 2 887 500 руб/год.
Увеличение коррозионной активности сетевой воды связано (наряду с другими факторами) с показателем суммарной концентрации иона хлора и сульфатов (Cl– + + SO–2 4) в сетевой воде. Многочисленные эксперименты и данные обследований показывают, что при увеличении этого показателя с 500 мг/л до 2 500 мг/л скорость коррозии возрастает с 0,93 до 1,8 г/(м2⋅ч) при норме 0,25 г/(м2⋅ч).
Как показали данные обследования при использовании сетевой воды без отработки, коррозия носит наиболее опасный (язвенный) характер. В промежуточных холодильниках в оборотных системах шахт ОАО «СУБР» на теплопередающих поверхностях обнаружены язвы диаметром 2…6 мм и глубиной 1,2..2,5 мм. Число язв составляет 0,5/см2, что характерно для равномерной коррозии.
На биобрастания в оборотных системах основное влияние оказывали следующие показатели: БПК (содержание биологически усвояемых органических веществ), содержание биогенных элементов (фосфор, азот), концентрация кислорода, температура.
На Старооскольском цементном заводе показатель БПК технической воды составлял 12 мг-экв/л, содержание фосфатов – 0,37 мг/л, общего азота – 3 мг/л. Максимальная скорость отложений (в летнее время) составляла 0,099 (г/м2⋅ч) при норме 0,07 г/(м2⋅ч). При использовании электрохимической обработки сетевой воды биобрастание снизилось до нормативных показателей, т.е. наблюдался эффект инактивации бактерий и микрофлоры, наблюдаемый и другими исследователями [6].
Отмеченный рост накипеобразования, коррозии и биобрастания в системах оборотного водопользования не позволяет их эффективно эксплуатировать без специальных систем водоподготовки. Предлагаемые в технической литературе около десятка способов водоподготовки подпиточной и сетевой оборотной воды требуют анализа данных их промышленного использования с целью должной оценки их технологичности.
В ООО «Азов» накоплен большой опыт использования электрохимического способа водоподготовки, который предлагается рассмотреть на фоне наиболее часто предлагаемых на практике.
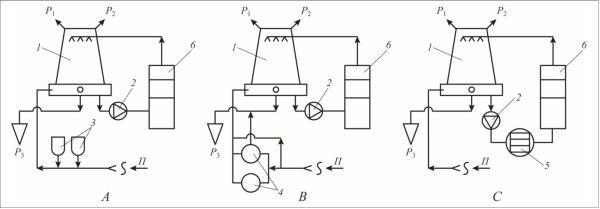
1 – градирня испарителя; 2 – сетевой насос; 3 – установки дозирования ингибиторов накипеобразования, коррозии и биобрастания; 4 – ионообменная установка; 5 – электрохимический аппарат типа АЭ-А-350; 6 – потребитель оборотной воды; П – подпиточная вода; Р1, Р2, Р3 – потери воды на испарение, брызгоунос и коррекционный сброс соответственно
На рис. 2 представлены упрощенные схемы трех способов водоподготовки:
- ионообменный с использованием натрий-катионитовых фильтров – А;
- комплексонатный с добавлением ингибиторов – В;
- электрохимический – С.
Ионообменный способ заключается в фильтрации исходной воды через натрий-катионитовые фильтры, которые позволяют извлекать из воды ионы кальция и магния.
Основными расходными материалами являются хлорид натрия (регенерация) и промывочная вода. Процесс – многостадийный, включает узел приготовления раствора хлорида натрия и его периодическое дозирование, узел фильтрации, цикл взрыхления и промывки фильтров. В процессе эксплуатации необходим аналитический контроль химического состава воды.
Комплексонатный способ заключается в дозировании фосфорорганических антинакипинов и антикоррозионных реагентов, а также ингибиторов биообрастания.
Используемые реагенты сбрасываются с продувочными водами в канализационный коллектор предприятия. В процессе эксплуатации необходим строгий аналитический контроль за содержанием реагентов в сетевой воде.
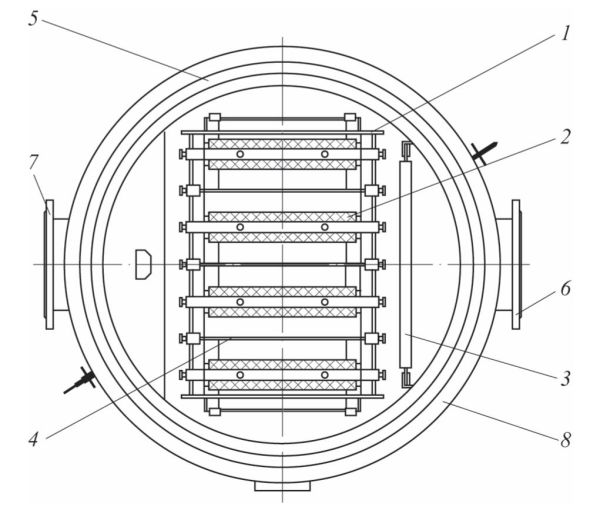
1 – электродная кассета; 2 – графитированный анод;
3 – ограничитель потока; 4 – стальной катод; 5 – корпус аппарата; 6 – фланец входа; 7 – фланец выхода;
8 – фланец крышки
Электрохимический способ заключается в пропускании сетевой воды через электродную кассету (рис. 3), на стальных катодах которой осаждаются избыточные соли жесткости (рис. 4). Электрохимический аппарат не допускает перенасыщения сетевой воды солями жесткости. Уловленные соли жесткости периодически (через 2–4 месяца) извлекаются из аппарата, имеют пятый класс опасности (практически – мел) и используются, как правило, для выравнивания местности.
В табл. 2 приведены отличительные особенности и расчетные параметры функционирования оборотной системы производительностью 1 000 м3/ч (коэффициент упаривания – 2, подпитка 20 м3/ч).
Таблица 2
Отличительные особенности функционирования оборотной системы
(1000 м3/ч, жесткость общая подпиточной воды 5 мг-экв/л) со сравниваемыми способами водоподготовки
| Способ водоподготовки | Технологичность | Наличие дозировки ингибиторов | Наличие сброса химических веществ в водоемы | Расчетное количество сброса в водоемы, кг/год | Расход электро- энергии, кВт×ч/год | ||
| накипе- образования | коррозии |
био- обрас- тания |
|||||
| Ионообменный | Несколько стадий. Необходимость аналитического контроля и аппаратчика для обслуживания | – | + | + | + | 83 000 |
> 20 000 |
| Комплексонатный | Необходимость строго аналитического контроля и варьированных дозировок | + | + | + | + | 1 000 | > 15 000 |
| Электрохимический | Процесс одностадийный. Отсутствие необходимости аналитического контроля и аппаратчика. Периодическая (4–5 раз в год) выгрузка уловленных солей жесткости (продолжительность – 4…6 ч) | – | – | – | – | – | > 18 000 |
В дополнение к табл. 2 надо отметить следующее:
- как показала практика, выгрузка из аппарата (см. рис. 2, С, поз. 5) солей жесткости осуществляется дежурными слесарями (два человека). Параметром контроля работы аппарата является показатель силы тока А, снимаемый амперметром блока питания;
- известно, что ионы Ca+2 и Mg+2 являются ингибиторами коррозии. Ионообменный способ извлекает из подпиточной воды эти ионы, а комплексонатный способ их дезактивирует. Электрохимический аппарат снимает только перенасыщенность воды этими ионами;
- комплексонатный способ использует в качестве ингибиторов фосфорорганические и азотсодержащие соли. Известно, что фосфор и азот являются биогенными элементами, усиливающими процессы биообрастания;
- все реагенты, используемые для водоподготовки, сбрасываются в открытые водоемы, вызывая их цветение за счет сине-зеленых водорослей, отмирание которых вызывает вторичное загрязнение водоемов токсичными органическими веществами.

Электрохимический способ водоподготовки успешно используется в промышленности. Например, на Старооскольском цементном заводе эксплуатируется водооборотная система производительностью 1 000 м3/ч (рис. 5) позволившая ликвидировать забивание трубок теплообменников солями жесткости (рис. 6), при соблюдении нормированных показателей по накипеобразованию, коррозии и биообрастанию сетевых систем.

1 – трубки с рыхлой накипью; 2 – абсолютно чистые трубки
Теоретические аспекты работы антинакипных аппаратов изложены в публикациях [7].
Список литературы
- Водный сектор в Германии. Методы и опыт. Федеральное Министерство окружающей среды, охраны природы и безопасности реакторов. Берлин-Бонн-Витенген: 2001.
- Торганова О.Н., Воловик Н.С., Опарина А.В. Оценка экологического состояния реки Волга в пределах г. Саратова. Самара: Самарский государственный университет им. М.Г. Чернышевского, 2013.
- Государственный Доклад. О состоянии и использованию водных ресурсов Российской Федерации в 2013 г. М.: Изд. НИА–Природа, 2014 г.
- Яковлев Д.Г., Поляков С.И. Экономическая эффективность систем оборотного водоснабжения. М.: Химия, 1978.
- Кучеренко Д.Н., Гладков В.А. Оборотное водоснабжение системы водяного охлаждения. М.: Стройиздат, 1980. 168 с.
- Маркитантова Л.И., Зенин Г.С. О механизме инактивации коли-бактерий при электрообработке воды//Химия и технология вод. 1990. 12. №7.
- Казимиров Е.К., Казимиров О.Е. Теоретические и практические аспекты использования электрохимического антинакипного способа водоподготовки//Водоочистка. Водоподготовка. Водоснабжения. 2008. №4.






