


Автор: С.В. Бойченко (Национальный авиационный университет, Украина), Ю.В. Голыч (ПАО «Укртатнафта»), П.И. Топильницкий, В.В. Романчук (Национальный университет «Львовская политехника»).
Опубликовано в журнале Химическая техника №7/2014
Нефтеперерабатывающие заводы Украины за последние 5 лет переживают не лучшие времена. Проблемы с поставкой нефти, непродуманная налоговая политика, стремление выпустить продукцию в соответствии с евростандартами без должной реконструкции оборудования заводов привело к тому, что общий объем переработки нефти резко сократился, и ряд нефтеперерабатывающих предприятий, в том числе и российских компаний на территории Украины, не работает.
Практически единственным предприятием, сохранившим работоспособность, является ПАО «Укртатнафта» (г. Кременчуг, Полтавская обл.).
Однако от 18,6 млн. т номинальной мощности осталась работоспособной мощность до 10 млн. т/год, и та задействована незначительно.
Установка первичной переработки нефти и соответственно блок подготовки нефти на ГК-3/1 №1 не работали с 2007 г. После пуска установки в 2013 г. на блоке ЭЛОУ был проведен опытный пробег с целью определения оптимальных условий работы ЭЛОУ после длительного простоя. При этом в качестве деэмульгирующего агента использовали остаточный запас нефтерастворимого деэмульгатора ПМ-1441, находящегося на хранении три года.
В его основе лежат сополимеры оксидов этилена и пропилена [1].
При опытном пробеге было исследовано влияние на процесс обессоливания и обезвоживания следующих технологических параметров:
- физико-химических свойств нефти (плотность, вязкость, pH);
- расхода деэмульгатора;
- напряженности электрического поля;
- расхода промывочной воды и степени ее смешения с нефтью.
Исходное состояние работы ЭЛОУ
При проведении пробега на установке ЭЛОУ ГК-3/1 №1 перерабатывали смесь восточно-украинской, западно-украинской и казахской нефтей. Загрузка установки в среднем составляла 350 м3/ч, средняя температура нефти перед ЭЛОУ – 115°С, расход воды на I ступень – 2,5 м3/ч (0,72% на нефть), на II ступень – 2 м3/ч (0,57% на нефть), расход деэмульгатора – 12 г/т нефти, напряжение на верхнем электроде – 5 кВ, давление в электродегидраторах – 0,8 МПа, pH промывочной воды в пределах 7,8…8,3.
Порядок проведения и результаты пробега
Длительность пробега – 35 суток. Опытный пробег состоял из нескольких этапов, в ходе которых изменяли параметры процесса, анализировали полученные данные и после обсуждения результатов каждого этапа осуществляли корректировку дальнейших действий с целью подбора наиболее оптимальных параметров, обеспечивающих качество обессоленной нефти в пределах требований норм СТП.
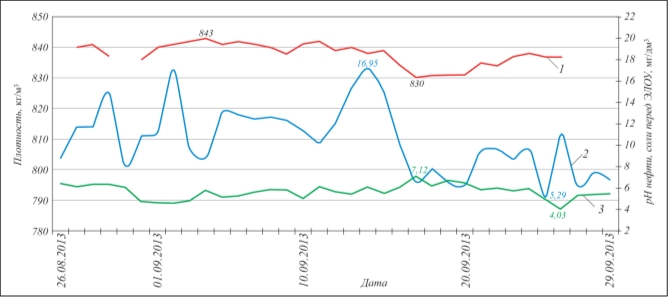
1 – плотность, кг/м3; 2 – содержание солей мг/дм3; 3 – pH
Для определения оптимального количества деэмульгатора его расход во время пробега изменяли от 5 до 20 г/т. При этом также подбирали оптимальное количество подачи промывочной воды на ступени.
В качестве промывочной воды использовали пожарно-техническую воду со средним содержанием солей в пределах 250 мг/л.
Напряжение на верхних электродах электродегидраторов было повышено до 8 кВ.
Изменение параметров происходило поочередно, с выдержкой во временном интервале, что позволило оценить степень их влияния на процесс.
На рис. 1 представлен график данных качества нефти, поступающей на ЭЛОУ. Как следует из графика, в период пробега основные показатели качества нефти, поступающей на установку ЭЛОУ ГК-3/1 №1, изменяются в широких пределах. Так, плотность находится в пределах 830…843 кг/м3, содержание солей колеблется в пределах 5,29… 16,95 мг/дм3, pH сырой нефти находится в пределах от 4,03…7,12, что свидетельствует о неоднородности состава поступающего сырья. В итоге при одних и тех же условиях эксплуатации установки это приводит к получению обессоленной нефти разного качества.
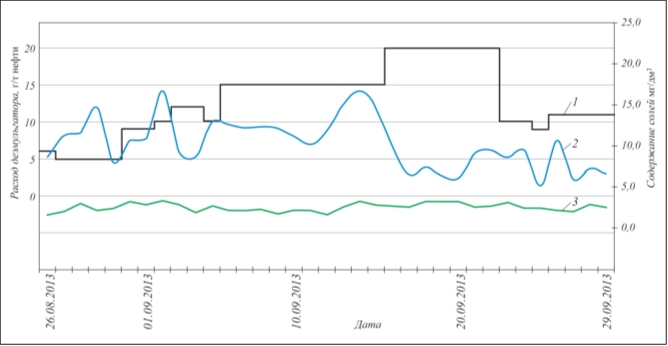
1 – расход деэмульгатора; 2 – содержание солей перед ЭЛОУ; 3 – содержание солей после ЭЛОУ
На рис. 2, 3 приведены данные соответственно обессоливания и обезвоживания нефти в зависимости от расхода деэмульгатора. Анализируя график на рис. 2, можно сделать вывод, что на протяжении пробега не прослеживается определенной закономерной зависимости степени обессоливания нефти от расхода деэмульгатора и содержания солей в исходной нефти. Увеличение расхода деэмульгатора до более 10 г/т не дало значительного положительного эффекта. Кроме того, следует отметить, что количество солей в обессоленной нефти мало зависело от количества солей в исходной нефти. Так, при содержании солей в исходной нефти в широких пределах (5,29…16,95 мг/л) содержание солей в обессоленной нефти находилось в более узких пределах (1,7…3,4 мг/л). На основании анализа предыдущих исследований можно констатировать, что содержание солей в обессоленной нефти при использовании деэмульгатора после длительного хранения выше, чем при использовании свежего деэмульгатора ПМ-1441 [1, 2].
1 – расход деэмульгатора; 2 – содержание воды перед ЭЛОУ; 3 – содержание воды после ЭЛОУ
Данные рис. 3 показывают, что при всех режимах работы установки ЭЛОУ, содержание воды уменьшалось в 2–3 раза и незначительно зависело от увеличения расхода деэмульгатора. Ее содержание составляло 0,09–0,15% в большинстве случаев.
Увеличение расхода деэмульгатора до более 10 г/т не дало эффекта.
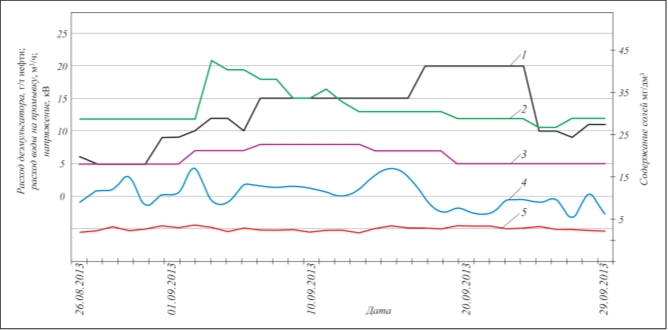
1 – расход деэмульгатора; 2 – расход воды; 3 – напряжение; 4 – содержание солей перед ЭЛОУ; 5 – содержание солей после ЭЛОУ
На рис. 4, 5 представлены обобщенные данные по количеству солей и воды в нефти соответственно до и после обессоливания и обезвоживания в период пробега при разном количестве воды, поступающей на промывку, различном расходе деэмульгатора, а также при различном напряжении на электродах. Как видно, увеличение напряжения на электродах до 8 кВт способствовало снижению содержания солей в обессоленной нефти до 1,7…2,4 мг/л, но на содержание воды при обезвоживании повлияло незначительно.
от расхода деэмульгатора, количества воды на промывку и напряжения на электродах:
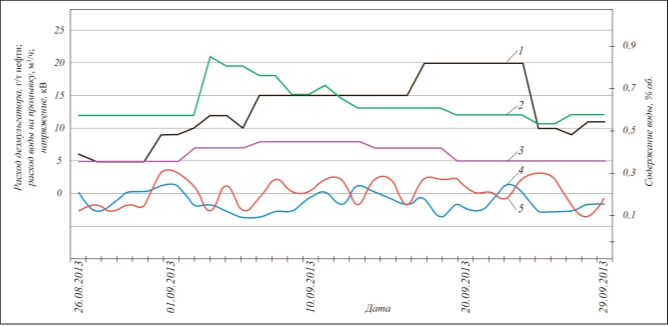
1 – расход деэмульгатора; 2 – расход воды; 3 – напряжение; 4 – содержание воды перед ЭЛОУ; 5 – содержание воды после ЭЛОУ
Повышение суммарного расхода промывной воды до 18…21 м3/ч (6%) привело к снижению содержания солей и воды в нефти после ЭЛОУ.
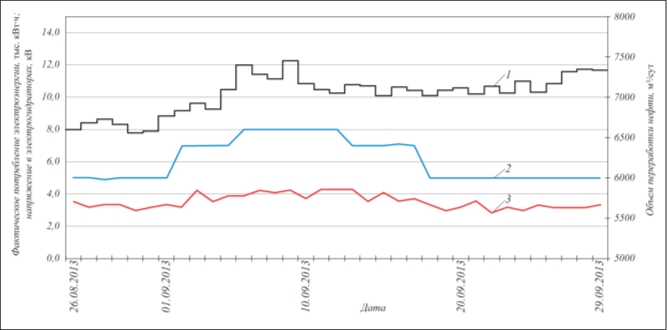
1 – объем переработки; 2 – напряжение; 3 – потребление электроэнергии
На рис. 6 приведены зависимости фактического потребления электроэнергии (тыс. кВт⋅ч) от объема переработки и напряжения на электродах. Повышение напряжения на электродах до 8 кВт при одновременном повышении объема переработки до 4 300 м3/сут незначительно увеличивает фактическое потребление электроэнергии, а уменьшение объема переработки до 3 200 м3/сут при одновременном снижении напряжения до 5 кВт резко увеличивает потребление электроэнергии, однако при этом уменьшается содержание солей и воды после ЭЛОУ.
Таким образом, в условиях использования смеси нефтей из трех источников и применения деэмульгатора, хранившегося три года, удалось получить удовлетворительные результаты по обессоливанию и обезвоживанию нефти (вода 0,09–0,15 %, соли 1,7…2,5 мг/л).
Несмотря на длительную консервацию, оборудование ЭЛОУ показало достаточно высокую работоспособность.
Список литературы
- Топiльницький П.I., Максимик В.Я.Лабораторнi та промисловi дослiдження вiтчизняного деемульгатора.//Нафтова i газова промисловiсть. 1998. №3.
- Топильницкий П.И., Романчук В.В.Опыт и применение деэмульгаторов при обезвоживании и обессоливании нефтяных эмульсий//Химическая техника. 2008. №10.






