


Автор: А.Б. Бодрый, И.Ф. Усманов, Н.С. Карпов, Г.Ф. Гариева (ООО «ИСХЗК»).
Опубликовано в журнале Химическая техника №8/2014
Одной из важнейших проблем современной отечественной нефтепереработки является недостаточная глубина переработки нефти. Ключевая роль в решении этой проблемы отводится развитию деструктивных процессов переработки тяжелых нефтяных остатков.
Процесс каталитического крекинга является основным процессом, направленным на углубление переработки нефти. Целевым назначением процесса является получение высококачественного компонента автомобильных топлив, а также производство сырья для нефтехимической промышленности.
Сегодня в России эксплуатируется более 20 установок каталитического крекинга. При этом на 80% из них отдается предпочтение импортным катализаторам. Эта ситуация не может быть признана правильной, поскольку представляет серьезную угрозу экономической независимости и стратегической безопасности страны. Поэтому приоритетным направлением совершенствования отечественной нефтепереработки является разработка и создание высокоэффективных конкурентоспособных катализаторов основных каталитических процессов, в том числе каталитического крекинга.
В настоящее время большинство установок каталитического крекинга работает с использованием микросферических катализаторов. Современные микросферические катализаторы крекинга являются сложными композиционными системами и состоят из цеолита и совокупности компонентов, объединенных общим названием «матрица». Цеолит является главным носителем каталитической активности катализатора. Матрица является той средой, в которой цеолит диспергирован.
Она предохраняет активный компонент от воздействия высоких температур и каталитических ядов, обеспечивает предварительное расщепление и диффузию углеводородных молекул к активным участкам крекинга.
Помимо указанных компонентов в состав каталитической системы могут быть включены добавки, действие которых направлено на увеличение октанового числа бензина, облегчение окисления СО в СО2, уменьшение содержания серы в продуктах крекинга и т.д.
В процессе эксплуатации к микросферическим катализаторам крекинга предъявляется ряд требований.
Катализаторы должны обеспечивать необходимую структуру отбора продуктов крекинга и их качество, обладать необходимыми транспортными свойствами и высокой степенью удерживаемости в системе, хорошо регенерироваться и предотвращать выбросы вредных веществ (SOx, NOx, CO) в атмосферу. Эти задачи решаются путем целенаправленного конструирования как цеолитового компонента, так и матрицы катализатора. Однако создание каталитической системы – это только часть задачи, так как один и тот же катализатор не может одинаково эффективно работать на разных установках каталитического крекинга.
Разработка каталитической системы под конкретную установку является сложной аналитической задачей и требует проведения большого объема испытаний.
Уже на протяжении нескольких лет специалисты ООО «ИСХЗК» занимаются разработками в области создания катализаторов и прогнозированием их работы на промышленных установках крекинга. За это время в лабораторных и опытно-промышленных масштабах было синтезировано несколько сотен экспериментальных образцов. Их всестороннее изучение и систематизация полученных материалов позволили сформировать большую базу данных, составить десятки технических отчетов. Результатом этой работы явилась разработка оригинальной технологии производства микросферических катализаторов крекинга, а также создание каталитических систем для ряда установок, эксплуатирующихся как в России, так и в странах ближнего и дальнего зарубежья. Электронно-микроскопический снимок одного из опытных катализаторов представлен на рис. 1.
«Октифайн»
В 2008 г. на площадке Ишимбайского специализированного химического завода катализаторов, входящего в структуру «КНТ групп», был осуществлен пуск комплекса по производству микросферических катализаторов крекинга мощностью 20 000 т в год. Первоначально комплекс включал блок по производству цеолитов, блок по производству активной окиси алюминия и блок по производству микросферических катализаторов. Новые катализаторы было решено выпускать под торговой маркой «Октифайн».
С 2009 г. пробные партии катализаторов серии «Октифайн» поставлялись на нефтеперерабатывающие заводы г. Уфы. Итогом их успешной эксплуатации стала победа «КНТ групп» в 2011–2012 гг. в ряде тендеров на поставку крупных партий микросферических катализаторов крекинга. Так, осенью 2011 г. началась наработка катализатора марки «Октифайн-480П» для установки Г-43-107М/1 Уфимского НПЗ. «Октифайн-480П» является классическим бензиновым вариантом катализатора крекинга. Устойчивый к дезактивации ультрастабильный цеолит с уникальной микро/мезопористой структурой в сочетании с высокоселективной матрицей, содержащей наноструктурированную окись алюминия, позволяет максимально снизить перекрекинг легких углеводородов и увеличить селективный крекинг тяжелых фракций.
Некоторые физико-химические показатели катализатора «Октифайн-480П»
| Содержание оксида натрия, % | 0,24…0,32 |
| Содержание оксидов редкоземельных элементов, % | 2,0…2,5 |
| Содержание фракции 0…20 мкм, % | Не более 2 |
| Содержание фракции 0…75 мкм, % | Не менее 55 |
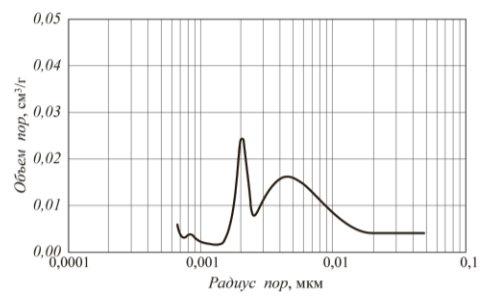
Распределение пор катализатора по размерам по дан- ным низкотемпературной адсорбции азота представлено на рис. 2. 26 ноября 2011 г. на установке каталитического кре- кинга Г-43-107М/1 Уфимского НПЗ началась плановая замена импортного катализатора катализатором «Октифайн-480П». Загрузка отечественного катализатора продолжалась до 25 декабря 2012 г. С 17 апреля по 27 мая 2012 г. установка была остановлена на текущий капитальный ремонт.
В целом за 12 месяцев в систему было загружено около 900 т катализатора. По оценке специалистов «КНТ групп», по состоянию на 17 апреля 2012 года содержание катализатора марки «Октифайн-480П» в системе составляло 54,9%. В ходе пуска установки после капитального ремонта содержание отечественного катализатора в системе снизилось вследствие попадания в нее остатков равновесного катализатора из резервного бункера. По состоянию на конец июня 2012 г. содержание катализатора «Октифайн-480П» в системе снова приблизилось к 50%. Динамика изменения содержания катализатора «Октифайн-480П» в системе в 2011-2012 гг. представлена на рис. 3.

«Октифайн-480П» в системе Г-43-107М/1 Уфимского НПЗ
Таким образом, на момент окончания загрузки содержание отечественного катализатора в системе составляло 79,5%.
Некоторые параметры технологического процесса на установке Г-43-107М/1 Уфимского НПЗ в период с ноября 2011 г. по декабрь 2012 г.
|
Характеристика сырья |
|
| Плотность при 20°С, г/см3 | 0,8 |
| Фракционный состав: | 96 |
| начало кипения, °С | 278 |
| температура отгонки 10%, °С | 355 |
| температура отгонки 50%, °С | 413 |
| температура отгонки 90%, °С | 477 |
| конец кипения, °С | 573 |
| Коксуемость, % | 0,11 |
|
Технологические параметры |
|
| Расход сырья, т/ч | 191,1 |
| Температура в реакторе, °С | 540 |
| Максимальная температура кипящего слоя в регенераторе, °С | 669 |
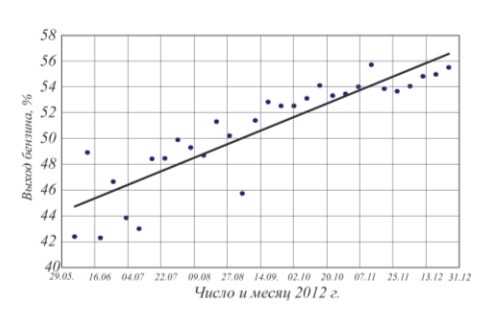
На протяжении всего периода загрузки катализатора «Октифайн-480П» на установке Г-43-107М/1 наблюдался стабильный рост выхода бензиновой фракции. Показатели работы установки в период с июня по декабрь 2012 г. приведены в таблице.
Динамика изменения выхода бензина представлена на рис. 4.
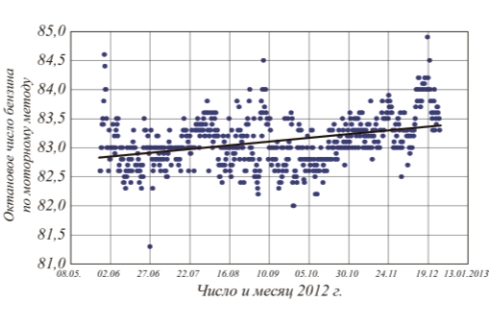
Также наметился рост октанового числа бензина по моторному методу. Динамика изменения октановых чисел бензина представлена на рис. 5, 6.
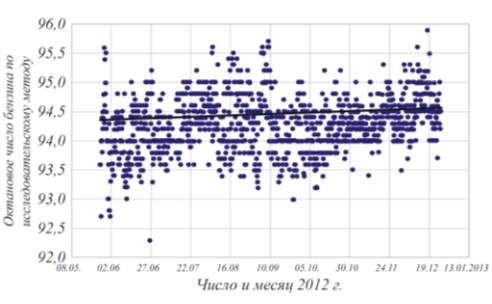
по исследовательскому методу на установке Г-43-107М/1 Уфимского НПЗ в 2012 г.
Положительные результаты эксплуатации катализатора «Октифайн-480П» позволяют специалистам «КНТ групп» прогнозировать дальнейший рост выхода бензиновой фракции на установке Г-43-107М/1 при сохранении существующих режимов работы, характеристик сырья и постепенном увеличении содержания катализатора в системе до 95–98%.
Показатели работы установки Г-43-107М/1 Уфимского НПЗ в 2012 г.
|
Показатель |
Июнь |
Июль |
Август |
Сентябрь |
Октябрь |
Ноябрь |
Декабрь |
| Содержание «Октифайн-480П» в системе, % | 48,6 | 56,7 | 62,9 | 68,3 | 73,0 | 76,8 | 79,5 |
| Норма загрузки свежего катализатора, кг/т | 0,52 | 0,48 | 0,55 | 0,54 | 0,55 | 0,55 | 0,54 |
| Выход основных продуктов (усредненные показатели за месяц), % сырья | |||||||
| Пропан-пропиленовая фракция | 5,06 | 4,81 | 4,69 | 5,01 | 5,82 | 4,86 | 5,48 |
| Бутан-бутиленовая фракция | 13,32 | 12,26 | 10,15 | 9,06 | 8,02 | 8,46 | 8,37 |
| Бензин | 44,91 | 45,28 | 45,80 | 51,55 | 54,26 | 54,62 | 54,98 |
| Легкий каталитический газойль | 13,92 | 16,91 | 19,84 | 14,96 | 11,36 | 10,46 | 10,40 |
| Октановые числа бензина каталитического крекинга | |||||||
| Моторное (МОЧ) | 82,8 | 83,1 | 83,0 | 83,1 | 82,8 | 83,2 | 83,5 |
| Исследовательское (ИОЧ) | 94,1 | 94,5 | 94,7 | 94,6 | 94,3 | 94,3 | 94,4 |
Следует отметить, что технология производства микросферических катализаторов крекинга, применяемая в «КНТ групп», позволяет в широких пределах варьировать их физико-химические свойства и создавать катализаторы, высокоселективные в отношении различных продуктов крекинга (сжиженные газы, бензин, дизельное топливо и др.).
В настоящее время номенклатура производимой Ишимбайским специализированным химическим заводом катализаторов продукции включает более 10 марок катализатора «Октифайн». Все они могут применяться как отдельно, так и в сочетании со всевозможными добавками. Применение добавок в данном случае позволяет быстро и гибко реагировать на постоянно меняющиеся требования рынка.
Таким образом, «КНТ групп» – это молодая и динамично развивающаяся компания, способная производить высокоэффективные и конкурентоспособные катализаторы, ничем не уступающие западным аналогам.
Повышение спроса на продукцию «КНТ групп» и распространение опыта ее эксплуатации не только снизит потребление импортных катализаторов, но и поддержит отечественного производителя.






