


Автор: В.М. Хомич (ООО «ЕВРОТЕХ»).
Опубликовано в журнале Химическая техника №5/2014
Компания «ЕВРОТЕХ», основанная в 2003 г., – российская компания, специализирующаяся на поставках оборудования, изготовленного рядом ведущих промышленных и инжиниринговых компаний Западной Европы, и внедрению новых технологий для промышленности по производству минеральных удобрений на территории России и стран СНГ.
Основную свою задачу мы видим в том, чтобы максимально сократить затраты наших российских предприятий, эксплуатируя наиболее качественное и доступное по цене технологическое оборудование, сокращая при этом расходы на непредвиденные аварийные остановки.
Сферы деятельности представляемых компаний:
- поставка оборудования различного назначения для предприятий химической и нефтехимической промышленности;
- активное участие в реконструкции предприятий этих отраслей;
- инжиниринг для реконструкции предприятий по производству минеральных удобрений;
- оказание содействия в пусконаладочных работах после монтажа оборудования;
- выполнение ремонтных работ на сложном технологическом оборудовании на площадке заказчика.

Компания «ЕВРОТЕХ» имеет тесные деловые контакты с уполномоченными организациями Ростехнадзора, Госстандарта РФ, с Национальной Ассоциацией контроля сварки России (НАКС), а также ряда других стран СНГ, в том числе Беларуси и Узбекистана

Изготовление любого типа оборудования осуществляется в соответствии с Международной системой качества ISO 9001.
Большую долю в объеме поставок оборудования, занимают сосуды и аппараты, работающие под высоким давлением, при высоких температурах и в агрессивных средах.
Основные типы оборудования:
- реакторы и колонны (рис. 1),
- теплообменники (рис. 2),
- стрипперы, конденсаторы и скрубберы,
- конверторы,
- воздушные оребренные холодильники и конденсаторы, выполненные из алюминиевых труб.
- закалочно-испарительные аппараты для этилен-пропиленового производства.
На подобном оборудовании на площадке заказчика выполняются сложные ремонтно-восстановительные работы.
Все наши деловые партнеры обладают достаточными квалифицированными ресурсами, специальным программным обеспечением (рис. 3) для выполнения законченных термодинамических расчетов.
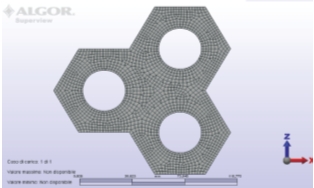
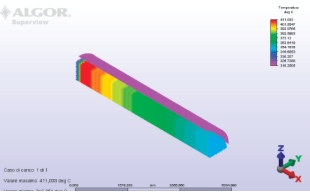
Рабочее проектирование осуществляется в трехмерном пространстве в части механических расчетов, включая условия безопасной эксплуатации, а также исследования на вибрацию, выбор подходящих материалов и расчеты систем охлаждения газов и жидкостей, а также и другого оборудования.
Отличительной особенностью компаний-изготовителей являются их достижения в сварочных операциях при изготовлении ответственных аппаратов и использование самых передовых методов сварки (рис. 4), что позволяет гарантировать надежную и долговременную работу оборудования на самых ответственных и опасных участках технологических процессов, особенно на установках по производству аммиака. Основные виды применяемых сварочных процессов: GTAW – SMAW – SAW – PAW – GMAW process, сварка со стороны внутренней поверхности трубы.
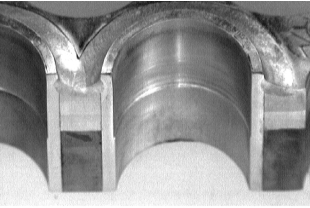
Последний метод заключается в приварке труб к обратной стороне трубной доски (рис. 5) с применением автоматической TIG сварки без присадочного металла. Это достигается применением вращающейся сварочной головки с вольфрамовым электродом. Вращение произво дится коаксиально с поверхностью трубы при управляемой скорости вращения. Защита зоны сварки с внутренней поверхности трубы происходит в месте нахождения электрода, а наружная поверхность трубы защищена флюсом или аргоном.
Размер пламени регулируется в зависимости от толщины трубной дос-ки. В отличие от традиционной автоматической сварки используются дополнительно специальные сенсоры, установленные на сварочной головке, что позволяет унифицировать сварной шов по всей его окружности (360°). Повторение подобных операций для всех остальных швов с применением компьютерных технологий позволяет достичь самого высокого качества сварки.
В распоряжении компаний имеются особо чистые помещения для сварки специальных материалов и спецучасток в полу для сварки оборудования в вертикальном положении. Для выполнения термообработки после сварочных операций предназначены большая печь с газовыми горелками (управляемая компьютером) и переносная печь с газовыми горелками, электрические нагревательные элементы (для локальной термообработки после сварки), также есть возможность осуществлять термообработку U-образных труб электрической индукцией (включая прямые участки).
Большинство сварочных операций, особенно при сварке труб с трубной доской, осуществляется компьютеризированными сварочными аппаратами (рис. 6).

Наши партнеры, компании-изготовители оборудования начали изготавливать теплообменники более 50 лет назад. За это время они изготовили и поставили большое количество единиц оборудования для установок аммиака по всему миру и для процессов, разработанных KELLOG, BROWN & ROOT, KRUPPUHDE и HALDOR TOPSOE .
Специалисты фирм-изготовителей в состоянии выполнить ремонт уже действующего оборудования на его рабочей площадке. В качестве примера можно привести ремонт, связанный с заменой трубного пучка стриппера производства карбамида на Одесском припортовом заводе, а также ряд подобных работ, выполненных в других странах, в частности Пакистане и Индии.






