Аварийные и капитальные ремонты: замена футеровки и теплообменных труб оборудования
5103
Автор: А.К. Тузов (ОАО «НИИК»)
Опубликовано в журнале Химическая техника №8/2017
Время идет, многие производства уже перешагнули тридцатилетний рубеж, но, в том числе и благодаря усилиям специалистов ОАО «НИИК», основное оборудование сохраняет работоспособность и по сей день.
Лаборатория №8 непрерывно проводит работу по защите оборудования от коррозии и проводит плановые и внеплановые ремонты аппаратов производств карбамида и других производств азотной промышленности. В последнее время практически все ремонты специалисты института осуществляют «под ключ».
Приведем несколько примеров работ, проведенных в последние 2 года.
Березниковский филиал «Азот» ОАО «ОХК «Уралхим». Летом 2016 г. была выполнена «под ключ» большая работа по замене футеровки реактора карбамида поз. R-901.
Объем работ включал:
разработку технической документации;
изготовление и поставку устройств для прижатия;
изготовление и поставку заготовок футеровки;
монтажно-сборочные и сварочные работы по замене футеровки;
проведение неразрушающего контроля.
Материал новой футеровки – 2RE69 толщиной 8 мм.
Весь комплекс монтажно-сборочных и сварочных работ по замене второго, третьего и четвертого поясов футеровки цилиндрической части реактора (включая неразрушающий контроль) был выполнен всего за 18 суток. В ходе ремонта были смонтированы 27 поясов новой футеровки на общую высоту 15 м.
Работы велись двумя бригадами круглосуточно. Каждая бригада состояла из трех монтажников и двух сварщиков.
ОАО «Гродно Азот». Осенью 2016 г. были выполнены работы «под ключ» по замене футеровки пятого пояса реактора карбамида поз. R-201 цеха Карбамид-3. Футеровка третьего и четвертого поясов этого реактора была заменена специалистами НИИК в 2014 г.
Был выполнен весь комплекс работ: от разработки документации до монтажа и контроля.
Материал новой футеровки – 1.4466 толщиной 8 мм.
Ремонт был выполнен за 7 суток. В ходе ремонта были смонтированы три пояса новой футеровки на общую высоту 2400 мм. Кроме того, была выполнена замена нижнего участка переливной трубы высотой 2200 мм и замена кронштейнов установки двух массообменных тарелок.
Работы велись двумя бригадами (четыре монтажника и три сварщика) в две смены по 8 ч.
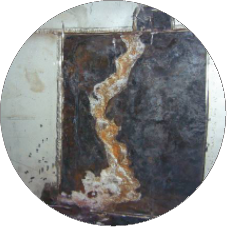
ЗАО «Тольяттиазот». Аварийный ремонт реактора карбамида поз. 14-R-1. Реактор карбамида поставки фирмы «Снампрожетти» эксплуатируется с 1980 г. С тех пор реактор проводились многочисленные ремонты сварных швов, перекрытие старой футеровки накладками из стали 25-22-2, частичная замена участков футеровки и др. В реакторе установлено огромное количество ремонтных накладок и вставок футеровки (рис. 1), переварено значительное количество сварных швов. Наблюдались также сквозные дефекты футеровки со значительным поражением несущего корпуса аппарата (рис. 2). В результате этого аппарат не обеспечивает надежную бесперебойную работу агрегата, новый пропуск может возникнуть в любой момент. Реактор требует капитального ремонта, желательно в условиях машиностроительного производства, или замены новым.
Рис. 1. Ремонтные накладки и вставки футеровки реактора карбамида
Рис. 2. Коррозия футеровки под накладкой в 2006 г. (а) и поражение корпуса в 2016 г. (б)
В декабре 2016 г. при проведении гидравлических испытаний реактора после ремонта (переварка сварных швов футеровки в средней части реактора) была обнаружена утечка воды через контрольные отверстия нижней части аппарата. При осмотре была обнаружена трещина по зоне сплавления кольцевого сварного шва приварки футеровки нижнего днища. Трещину зашлифовали и заварили. При повторном испытании вновь произошла утечка через те же контрольные отверстия. При осмотре была также обнаружена трещина рядом с местом предыдущей подварки. При вышлифовке трещина распространялась дальше по периметру. Весь кольцевой шов в итоге был переварен.
После третьей опрессовки вновь были обнаружены два сквозных дефекта на том же сварном шве. Было решено вырезать участок цилиндрической футеровки в районе растрескивания. Обнаружено, что в данном месте футеровка цилиндрической части гофрирована и не прилегает плотно к корпусу в околошовной зоне (зазор составил 2…3 мм).
В итоге был вырезан весь участок футеровки, где имелось неприлегание (высотой 300 мм, ~2000 мм по периметру). Взамен удаленной футеровки смонтирована новая толщиной 4 мм из стали 25-22-2.
После очередной гидроопрессовки ситуация повторилась, и была обнаружена трещина длиной 50 мм напротив замененного участка в месте, где прилегание футеровки к корпусу было плотным. Дальнейший ремонт проводился согласно рекомендациям и под контролем специалистов ОАО «НИИК».
Так как толщина футеровки днища составляет 10…12 мм, было решено отказаться от монтажа футеровки толщиной 4 мм в связи с тем, что такая разнотолщинность не позволяет обеспечить необходимое качество сварного соединения и приводит к возникновению значительных концентраций напряжений.
В ходе ремонта был поэтапно заменен кольцевой участок футеровки цилиндрической части высотой 400 мм, примыкающий к футеровке днища, и установлен новый пояс футеровки из стали 1.4435 толщиной 10 мм.
После ремонта реактор был успешно пущен в работу и проработал почти месяц, пока в январе 2017 г. вновь не была обнаружена утечка, но уже через контрольные отверстия в средней части реактора. Утечка происходила через несколько контрольных отверстий, находящихся в разных местах реактора, поэтому определить местоположение сквозного дефекта было сложно.
Для поиска дефекта в межфутеровочное пространство был подан керосин, но определить место утечки не удалось, к тому же при опрессовке керосином на футеровке возник продольный гофр высотой до 50 мм, шириной до 300 мм и длиной до 2000 мм, в результате чего деформировалось опорное кольцо массообменной тарелки, и потребовался его ремонт.
Для устранения возникшего гофра и дополнительного раскрытия дефекта было решено провести гидроопрессовку. При опрессовке наблюдались незначительные утечки из контрольных отверстий средней части реактора. После опрессовки был проведен тщательный осмотр футеровки реактора и выявлены три дефекта сварных швов.
При разделке дефекта, расположенного на уровне верхней тарелки, была обнаружена трещина длиной 40 мм, которая была удалена вышлифовкой и заварена РАД. После ремонта межфутеровочное пространство на сутки было заполнено керосином. Утечек обнаружено не было. Реактор был успешно пущен в работу.
АО «Невинномысский Азот». В начале 2017 г. были выполнены «под ключ» работы по замене футеровки горловины и верхнего днища реактора карбамида поз. 6/1 цеха №2.
Реактор, изготовленный ПО «Уралхиммаш» в 1986 г., имеет торосферические нестандартные днища, поэтому замена футеровки выполнялась в три этапа. Сначала были вырезаны два участка старой футеровки днища, сняты размеры корпуса и изготовлен шаблон реальной торосферической поверхности днища корпуса. После этого удаленные участки футеровки днища были установлены обратно, благодаря чему реактор находился в работе, пока шло изготовление новой футеровки. Новая футеров-ка днища была изготовлена по шаблону и смонтирована в реакторе. Ремонт был выполнен за 8 дней в одну смену по 10 ч бригадой из двух монтажников и сварщика.
АО «Мелеузовские минеральные удобрения». Замена теплообменных труб выпарного аппарата производства аммиачной селитры. Выпарной аппарат пленочного типа поз. Т-10 был изготовлен на Узбекхиммаше (г. Чирчик) в 1984 г., в эксплуатации находится с 1985 г.; материал труб диаметром 56´3 мм – сталь 08Х22Н6Т.
За время эксплуатации в аппарате было заглушено 22 трубы. Для восстановления проектной производительности аппарата руководством АО «Мелеузовские минеральные удобрения» было принято решение о замене 20 труб в период капитального ремонта.
Монтажные работы по замене труб осуществлялись ОАО «НИИК» «под ключ» на месте установки аппарата. Была разработана специальная технология извлечения старых труб и монтажа новых, разработан и изготовлен специальный инструмент и приспособления (рис. 3). Ремонт был выполнен за 14 суток бригадой из двух монтажников и сварщика, продолжительность смены 12 ч.
Рис. 3. Замена теплообменных труб выпарного аппарата производства аммиачной селитры
ОАО НИИК с 2011 г. успешно выполняет полный комплекс работ «под ключ» по замене футеровки, монтажу внутренних устройств и замене теплообменных труб в теплообменных аппаратах.