В 2013 г. в цехе производства аммиака ПАО «Дорогобуж» возникла необходимость увеличить холодопроизводительность существующей холодильной машины (ХМ) открытого контура на 20% для согласования ее работы с изменившимися требованиями последующей технологии, в которой дополнительный жидкий аммиак должен испаряться. В соответствии с этим появилась необходимость проведения модернизации центробежного компрессора (ЦК), входящего в состав упомянутой машины. Были поставлены следующие цели:
1. Увеличение производительности компрессора на 20% относительно проектной;
2. Обеспечение максимально возможной экономичности работы (минимальной удельной мощности);
3. Сохранение существующего привода и существующих корпусов компрессора;
4. Использование модернизированной ранее системы сухих газодинамических уплотнений;
5. Обеспечение надежной работы.
Штатный компрессор
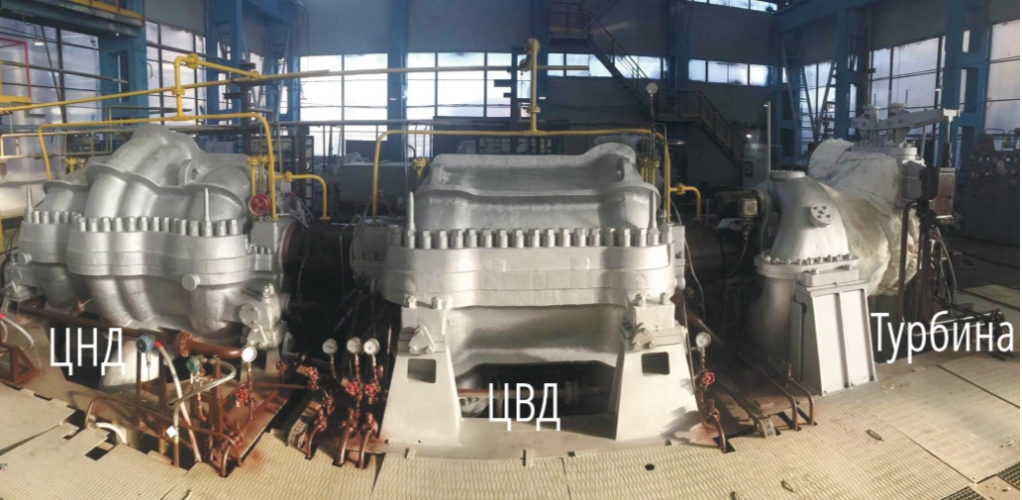
Турбокомпрессорный агрегат поз. 105J/JT предназначен для сжатия аммиака в составе трехступенчатой холодильной машины в технологии крупнотоннажного производства аммиака по технологии фирмы TEC (Toyo Engineering Co.) Агрегат, показанный на рис. 1, состоит из двухкорпусного трехсекционного 14-ступенчатого холодильного ЦК, приводной паровой турбины номинальной мощностью 11,37 МВт, частотой вращения n = 5500…6700 об/мин. В состав ЦНД компрессора входят две секции, расположенные по аэродинамической схеме «спина к спине», по 4 ступени в каждой. В ЦВД одна секция с 6-ю ступенями. Между 2-й и 3-й секциями установлен промежуточный охладитель воздушного типа (АВО).
Рис. 1. Общий вид турбокомпрессорного агрегата поз. 105J/JT
Секции компрессора поз. 105J обеспечивают работу холодильной машины с открытым циклом, поддерживая три температурных уровня: –32°С, –13°С и +6°С. На рис. 2 показана принципиальная схема турбокомпрессорного агрегата.
Рис. 2. Принципиальная схема агрегата 105J/JT
Штатный компрессор имеет ряд недостатков, которые подлежат устранению при модернизации компрессора:
сниженный политропный КПД ЦВД (70–72%) вследст-вие работы компрессора при пониженном конечном давлении 1,7…1,8 МПа вместо 2,45 МПа абс. (по проекту);
рассогласование режимов работы 1-й секции с газодинамическими характеристиками (ГДХ) 2-й и 3-й секций;
повышенная температура на нагнетании компрессора 160°С не способствует эффективному охлаждению аммиака в конденсаторе ХМ при повышенных расходах.
Непосредственно перед модернизацией было проведено моделирование его работы в соответствии с [1], [2] и построены ГДХ трех секций по инженерной методике [3–5]. Было получено хорошее качественное и количественное соответствие полученных расчетных ГДХ секций паспортным ГДХ компрессора [6].
Модернизированный компрессор
Модернизация проводилась в 2 этапа: на первом этапе проведена модернизация ЦНД, а на втором – ЦВД. Корпусы ЦНД и ЦВД, а также сухие газодинамические уплотнения (СГУ) остаются штатными. Замене подлежат все элементы проточной части ЦНД и ЦВД: роторы, диафрагмы. Вместо безлопаточных диффузоров (БЛД) используются лопаточные диффузоры (ЛД). При проектировании использованы данные экспериментального банка отработанных ступеней центробежного компрессора, имеющегося в распоряжении НПФ «ЭНТЕХМАШ». Расчет термодинамических свойств аммиака выполнен по программе применительно к ПЭВМ с использованием уравнения состояния реального газа Редлиха–Квонга в модификации Соаве [7].
Модернизированные секции ЦНД компрессора выполнены с тем же числом ступеней, как и у штатного, тогда как в ЦВД число ступеней уменьшено на одну по сравнению со штатным – 5 ступеней вместо 6. В новой проточной части использованы рабочие колеса (РК) радиального типа с загнутыми назад лопатками. Углы выхода лопаток РК составляют в 1-й и 2-й секциях b2Л = 35°, во 2-й секции b2Л = 35°, в 3-й – 22,5° вместо b2Л = 45°, 35° и 35° в штатной конструкции соответственно. Модернизированные роторы и диафрагмы компрессора показаны на рис. 3, 4.
Рис. 3. Модернизированный ротор ЦНД
Рис. 4. Модернизированный ротор ЦВД
При расчете новой проточной части выбрано давление конденсации 1,8 МПа (абс), которое обеспечивает температуру конденсации аммиака tконд»45°С, что в летнее время при температуре окружающего воздуха 30°С обеспечивает приемлемый температурный напор конденсатора ~15°С. При этом учитывалось, что после модернизации конечная температура аммиака снизится со 160 до 145°С, что уменьшит нагрузку на конденсатор.
В 2014 г. по первому этапу модернизации был введен в эксплуатацию ЦНД, в 2016 г. были проведены окончательные промышленные эксплуатационные испытания целого модернизированного компрессора. Сравнение параметров штатного компрессора
с модернизированным на номинальном режиме работы приведено в таблице.
Сравнение параметров компрессора до и после модернизации
Параметры
Ед.изм.
Проектный режим 1360 т/сутки
Модернизированный компрессор 1750 т/сутки
1-я секция
2-я секция
3-я секция
1-я секция
2-я секция
3-я секция
Производительность Qg (0°С, 1 физ. атм.)
нм3 /ч
9591
89556
108949
11500
108800
120000
Начальное давление
МПа
0,097
0,262
0,684
0,097
0,262
0,647
Конечное давление
0,262
0,724
2,447
0,262
0,686
1,765
Частота вращения
об/мин
6450
6150
Потребляемая мощность
МВт
10,33 (11,37 max)
~10,1
Политропный КПД 1-й секции с «узкими» РК повысился несущественно, а КПД 2-й и 3-й секций после модернизации увеличился с 71…72 до 82,5…83. Это свидетельствует о высоком уровне совершенства новой проточной части. Опытные данные, полученные в ходе газодинамических испытаний, хорошо согласуются с расчетными ГДХ секций. Удельное энергопотребление модернизированного агрегата снижено на ~14%, экономия мощности на сопоставимых режимах составила 1,4 МВт.
В результате модернизации достигнута повышенная производительность при сохранении штатной турбины. Помимо этого, практически доказана возможность компрессора обеспечить режимы работы при производительностях выше номинальных на 10%, что требуется для дальнейшего развития технологии.
2. Ден Г.Н. Проектирование проточной части центробежных компрессоров. Машиностроение. 1980. С. 232.
3. Любимов А.Н., Евдокимов В.Е. О расчете газодинамических характеристик ступени центробежного компрессора//Компрессорная техника и пневматика. 2012. №7. С. 28–33.
4. Любимов А.Н., Евдокимов В.Е. Обобщенная газодинамическая характеристика политропного КПД геометрически неподобных ступеней стационарного центробежного компрессора//Компрессорная техника и пневматика. 2016. №5. С. 13–17.
5. Любимов А.Н. Совершенствование методов расчета газодинамических характеристик проточной части стационарных центробежных компрессоров. Дис… канд. техн. наук – СПб., 2016.