Серная кислота является стратегическим химическим продуктом, объемы производства которого определяют состояние химической промышленности и развитие экономики государства в целом. В настоящее время Россия по выпуску серной кислоты по-прежнему замыкает четверку стран-лидеров, располагаясь после Китая, США и Марокко.
В АО «НИУИФ» в 2001 г. была разработана и запатентована перспективная технология производства серной кислоты из серы методом ДК-ДА, обладающая повышенной технологической надежностью при эксплуатации [1, 2]. Достоинство разработанной технологии заключалось в том, что она могла быть применима как
для реконструкции действующих, морально и физичес-ки изношенных сернокислотных систем, так и для строительства новых.
Принципиальная технологическая схема разработанной технологии представлена на рис. 1.
Рис. 1. Принципиальная технологическая система ДК-ДА: 1 – котел-утилизатор с циклонными серными топками; 2 – барабан-сепаратор; 3 – контактный аппарат; 4 – пароперегреватель 2-й ступени; 5, 6, 8 – газовые теплообменники; 7 – экономайзер 2-й ступени; 9 –экономайзер + пароперегреватель 1-й ступени; 10 – блок подготовки деминерализованной воды; 11 – нагнетатель; 12 – воздушный фильтр; 13 – сушильная башня; 14 – 1-й моногидратный абсорбер; 15 – 2-й моногидратный абсорбер; 16, 18а, 18б, 19 – циркуляционные сборники;17 – кожухотрубные холодильники; 20 – выхлопная труба; 21, 22 – паровая турбина с генератором, конденсатором;23 – деаэратор; 24 – питательный насос высокого давления; 25 – кислотные насосы; 26 – блок пускового подогревателя
Основные показатели эксплуатации разработанной технологии (расход серы, потребление электроэнергии, достигаемые степень конверсии диоксида серы и абсорбции, выработка энергетического пара и др.) отвечают уровню современных достижений в этой области.
Основные удельные показатели
эксплуатации сернокислотной системы (на 1 т H2SO4)
Сера техническая (сорт 9995, ДСТУ 2181–93), т 0,328 (от форсунок)
Вспомогательные материалы, кг:
катализатор (ГОСТ 9179–77) 0,07
известь (ТУ110-05031531-378–94) 0,03
кизельгур 0,135
Электроэнергия на технологию
(220/380 В, 6…10 кВт, 50 Гц), кВт∙ч 51…52
Вода на технологию (на разбавление H2SO4), т 0,2
Вода оборотная (t = 28°С; Dt = 10°С), м3 47
Вода питательная (конденсат + ХОВ; t = 105°С, м3 1,300 ((в том числе ХОВ–0,20)
Пар на технологию (t = 158°С; р = 0,6 МПа), т 0,27
Сжатый воздух для КИПиА (р = 0,8 МПа), м3 1,5
Выход пара (р = 4 МПа; t = 440°С), т 1,24…1,25
Экологические показатели работы сернокислотной системы
Объем выхлопного газа, м3/ч 135 000
SO2 (0,015% об.), кг/ч 59,1
SO3 (0,0001% об.), кг/ч 0,50
Туман и брызги H2SO4 (30 мг/м3), кг/ч 4,05
Серный шлам, кг/т моногидрата 0,10
Отработанный катализатор, кг/т моногидрата 0,07
Продувочные воды от КУ, м3/ч ~3,5
Промышленные кислые стоки Отсутствуют
Разработанная в АО «НИУИФ» технологическая схема производства серной кислоты позволяет получать высококачественную серную кислоту, полностью соответствующую требованиям ГОСТ 2184–77. Кроме технических сортов кислоты, по данной технологии можно получать улучшенные сорта серной кислоты, в частности, кислоту марки К по ТУ 113-08-617–87.
Кислоту марки К производят в БФ АО «Апатит» в количестве до 60000 т в год. По желанию заказчика АО «НИУИФ» готов разработать технологию получения кислоты любого заданного качества, вплоть до кислоты марки ХЧ и ЧДА.
На основе разработок АО «НИУИФ» по новой технологии производства серной кислоты реконструировано и построено семь сернокислотных систем на предприятиях ЗАО «ФосАгро АГ», общей мощностью 4 млн. 670 тыс. т H2SO4 /год, что составляет около 60% всего количества серной кислоты, производимой на предприятиях химической отрасли России.
Запроектирована, построена и запущена в эксплуатацию в 2013 г. сернокислотная система ДК-ДА на сере мощностью 600 тыс. т моногидрата в год с электрогенерацией для ТОО «Казфосфат», Республика Казахстан.
Перспективные направления совершенствования сернокислотных систем
Можно выделить три основных направления совершенствования сернокислотных систем:
повышение энергоэффективности;
улучшение экологических показателей (снижение выбросов вредных веществ в окружающую среду);
повышение безопасности ведения технологического процесса.
Повышение энергоэффективности сернокислотных производств
Современные сернокислотные системы на сере, кроме технологического назначения – производства серной кислоты, выполняют не менее важную функцию – энергетическую. Они снабжают предприятие энергетическим паром, который используется для различных производственных нужд и выработки электроэнергии.
В последнее время сернокислотные системы разработки АО «НИУИФ», как правило, оснащаются блоком электрогенерации, в котором энергия пара, вырабатываемого в котле-утилизаторе сернокислотной системы, преобразуется в электроэнергию. Наиболее эффективным является применение паровой турбины конденсационного типа. В сернокислотной системе мощностью 650 тыс. т моногидрата в год устанавливается паровая турбина мощностью 25 МВт, которая может вырабатывать до 175 млн. кВт.ч электроэнергии в год. Принципиальная схема конденсационной турбины представлена на рис. 2
Рис. 2. Принципиальная схема конденсационной турбины П-25-3,4/0,6 и деаэратора
Повышение энергоэффективности сернокислотных производств связано, в первую очередь, с разработкой современных способов увеличения доли полезной утилизации тепла, выделяющегося на всех стадиях производства серной кислоты, в том числе с реализацией современной технологии утилизации низкопотенциального тепла абсорбции с получением подогретой воды или водяного пара.
В мировой практике применяется два варианта утилизации тепла абсорбции, которые в настоящее время используются в сернокислотных производствах:
подогрев теплофикационной воды, используемой для отопления зданий производственных комплексов, а также зданий жилых массивов;
получение насыщенного пара давлением 1 МПа для различных промышленных целей, в том числе и для получения электроэнергии.
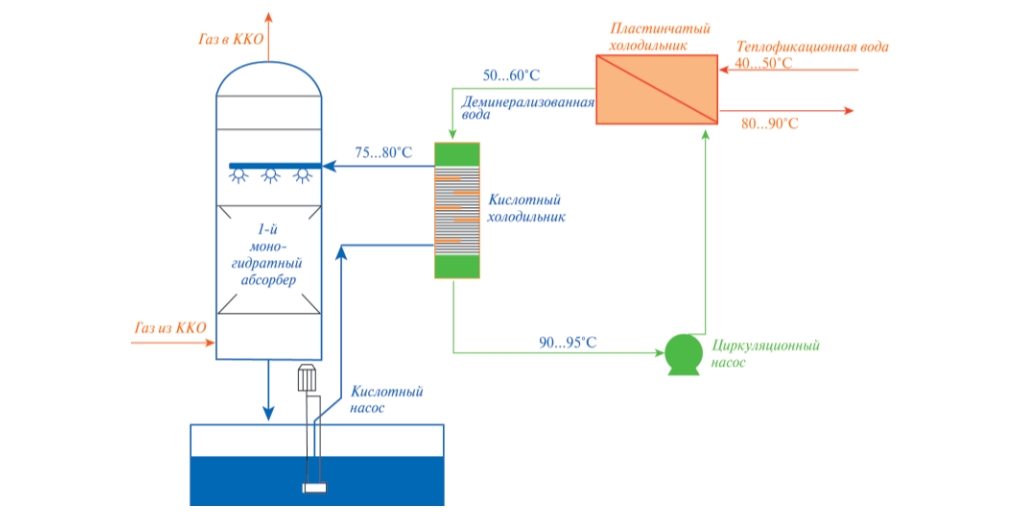
В первом варианте для этой цели в цикле моногидратного абсорбера устанавливаются холодильник, кислотопроводы из специальной стали и специальные кислотные насосы, которые выдерживают высокие температуры, затем повышается температура серной кислоты в циркуляционном сборнике до 120…125 °С.
Теплосъем осуществляется в холодильнике из специальной стали обессоленной водой, которая нагревается до 95°С и далее направляется в теплофикационный контур для подогрева теплофикационной воды. Обессоленная вода в данном случае является промежуточным теплоносителем, обеспечивающем дополнительную безопасность работы теплофикационного контура в случаях разгерметизации специального кислотного холодильника. На рис. 3 представлена принципиальная технологическая схема подогрева теплофикационной воды за счет использования тепла абсорбции.
Недостатком варианта с подогревом теплофикационной воды является сезонность ее использования.В теплое время года теплофикационный контур переключается на охлаждение серной кислоты в существующем традиционном водооборотном контуре.
Разработанная утилизация тепла абсорбции с подогревом теплофикационной воды была введена в эксплуатацию в 1999 г. в АО «Лифоса». Подогретая теплофикационная вода использовалась для отопления зданий жилого массива. В настоящее время схема утилизации низкопотенциального тепла абсорбции на предприятии уже изменена с получением насыщенного пара давлением 1 МПа. В этом варианте схема сушильно-абсорбционного отделения усложняется введением дополнительного «горячего» контура в моногидратный абсорбер, в котором температура серной кислоты повышается
до 220…230 °С.
Рис. 3. Схема утилизации тепла абсорбции с подогревом теплофикационной воды
Рис. 4. Принципиальная технологическая схема с использованием двухступенчатого абсорбера HRS
На рис. 4 представлена принципиальная технологическая схема включения блока утилизации тепла абсорбции в существующее сернокислотное производство.
В «горячем» цикле двухступенчатого моногидратного абсорбера данного блока также используются холодильник, кислотопроводы и кислотные насосы из дорогостоящих коррозионно-стойких сплавов. Этот процесс основывается на установленном факте достаточно низкой коррозионной активности серной кислоты при температуре 200…230°С в очень узком диапазоне ее концентрации (99,1–99,6%).
Увеличение концентрации серной кислоты за пределы этого диапазона приводит к значительному увеличению скорости коррозии материалов и быстрому выходу из строя оборудования с созданием аварийной ситуации. Для точного регулирования концентрации серной кислоты установка оборудуется дорогостоящей системой автоматизации и предотвращения аварийных ситуаций, требуется также высокая квалификация обслуживающего персонала.
Современная сернокислотная система представляет собой эффективную технологическую единицу, позволяющую получать продукцию высокого качества с минимальным воздействием на окружающую среду. В процессе производства серной кислоты в атмосферу выделяется ряд загрязняющих веществ, основным из которых является диоксид серы (SO2).
По европейским нормам, отраженным в сборнике наилучших доступных технологий (НДТ) [3], выбросы SO2 с выхлопными газами от действующих сернокислотных систем не должны превышать 1,5 кг/т Н2SO4, от новых – не более 1,0 кг/т Н2SO4. В России пока действует менее жесткая норма – не более 2,0 кг/т Н2SO4. Тем не менее, уже сейчас нужно готовиться к ее ужесточению, что неизбежно в ближайшем будущем, и иметь соответствующие разработки, позволяющие ее обеспечить на современных сернокислотных системах.
Основным фактором, определяющим объемы выбросов SO2 от сернокислотных систем, является степень конверсии SO2 в SO3 на катализаторе в контактном аппарате, которая в свою очередь зависит от следующих факторов:
концентрации SO2 в технологическом газе на выходе из печи;
схемы реализации процесса окисления SO2 (ОК или ДК);
количества слоев катализатора, а также качественных характеристик используемого катализатора.
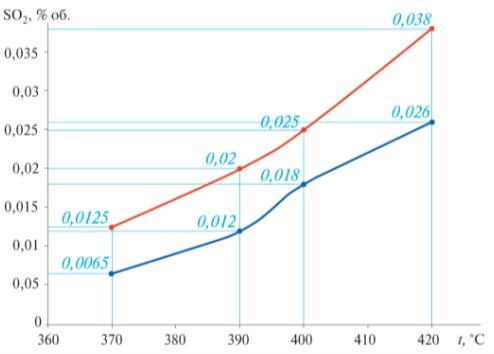
Одним из наиболее перспективных путей является подбор каталитической системы, способной стабильно работать при пониженных температурах на входе во вторую ступень конверсии. На рис. 5 представлена зависимость концентрации SO2 в выхлопных газах от температуры на входе во вторую ступень конверсии для газов с начальными концентрациями 11,5 и 11,75% об.
Рис. 5 Зависимость концентрации SO2 в выхлопных газах от температуры газа на входе на вторую ступень конверсии КА: синяя кривая– при начальной концентрация 11,2%; красная кривая– при начальной концентрации 11,75%
Степень конверсии на первой ступени для этих газов составляет соответственно 0,94 и 0,935. Как видно из представленных данных, концентрация SO2 в выхлопных газах около 0,01% об. достигается при температуре газа на входе во вторую ступень конверсии 390°С для 11,5% газа и 370°С для 11,75% газа.
Другим возможным вариантом снижения выбросов SO2 является химическая очистка отходящих газов с получением сульфата аммония или других продуктов. Существует большое количество химических и физических методов очистки отходящих газов от SO2, анализ которых требует отдельного рассмотрения. В промышленности хорошо отработан способ очистки отходящих газов
от SO2 с использованием сульфит-бисульфитного метода, что позволяет снизить концентрацию SO2 в выхлопных газах до уровня 100 ppm и ниже.
Таким образом, при должном объеме исследований и технической проработки, эффективность сернокислотного производства в части снижения отрицательного воздействия на окружающую среду может быть существенно повышена. При этом метод снижения выбросов для каждой системы должен определяться индивидуально в зависимости от конкретных особенностей производства.
Повышение безопасности ведения технологического процесса
Повышение безопасности эксплуатации сернокислотных систем достигается, в частности, повышением уровня автоматизации управления технологическим процессом с введением в программный комплекс АСУТП соответствующих программ предупреждения и автоматической блокировки работы оборудования при возникновении аварийных ситуаций, грозящих разрушительными последствиями.
Одной из наиболее опасных аварийных ситуаций является возникающая «течь» испарительных элементов котла-утилизатора, которая приводит к попаданию большого количества влаги в технологический газовый поток, вызывая тем самым нарушения в работе контактного аппарата, газовых теплообменников и абсорбционных башен.
В сушильно-абсорбционных отделениях происходит разбавление и разогрев серной кислоты в кислотных циклах, увеличиваются выбросы SO2, SO3 и тумана серной кислоты в атмосферу с выхлопными газами.
В котлах-утилизаторах, работающих в условиях высоких температур и давлений пара, течь, появляющаяся в одной трубке испарительных элементов котла-утилизатора, быстро прогрессирует за счет повреждения соседних трубок испарительных элементов от пароводяной струи, вырывающейся с большой скоростью из отверстия поврежденной трубки и режущей соседние трубки. Промедление с остановкой работы сернокислотной системы в этой ситуации вызывает большие механические повреждения испарительных элементов и корпусов котлов-утилизаторов, повышенную коррозию газовых теплообменников, холодильников серной кислоты, а также значительные выбросы вредных газов в атмосферу.
Для решения данной проблемы в АО «НИУИФ» разработана и запатентована схема устройства оперативного определения течи котла-утилизатора и своевременной остановки работы сернокислотной системы [4]. В этом случае существенно минимизируются негативные последствия течи. По предварительным оценкам, своевременная остановка сернокислотной системы при возникновении течи котла-утилизатора позволит снизить продолжительность непроизводственных простоев в технологическом цикле на 10–15%, что пропорционально повысит производительность системы, а также на 5–10% уменьшит выбросы вредных газов в атмосферу.
Список литературы
1. Патент РФ №2201393. Установка для окисления диоксида серы.
2. Igin V.V., Filatov Y.V. Production of sulfuric acid in Russia
and the main directions of its development//Sulphur 2011 International Conference. Preprints. Houston, 2011. P. 219–230.
3. Best Available Technology, 2007.
4. Патент№2513935. Устройство защиты от аварийной течи котла-утилизатора.